Enhanced TDS
Identification & Functionality
- Chemical Family
- RTU Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Product Features
- Very good thermal shock resistance
- Very good thermal endurance
- Low viscosity
- Good storage stability
- Very good impregnation properties
- Very good adhesion to engineering plastics
Applications & Uses
- Compatible Substrates & Surfaces
- Composites Processing Methods
- Product End Uses
- Markets
- Applications
- System Preparation
Preparation
Araldite® CW 5725-5 Resin contains some fillers, which tend to settle over time. It is therefore recommended to carefully homogenize the container content before using. The material present in the production equipment storage tank should be stirred from time to time to prevent separation and inconsistent metering.Mixing
To facilitate stirring and removal, highly-filled components are heated to 60-80°C in the original container (e.g. overnight in an oven).
To prepare the casting mix the resin component should be homogenized in holding tank A at 70 - 80°C under a vacuum of 1-5 mbar, the hardener component in holding tank B at 30 - 40°C and a vacuum of 1 - 5 mbar. A metering unit should be used to feed the resin and hardener components to an impeller mixer.- Applications
- Car ignition coils
- Casting / vacuum casting
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Standard Cure Cycle
2.5 hours at 90°C + 2.5 hours at 130°C
- Processing Guidelines
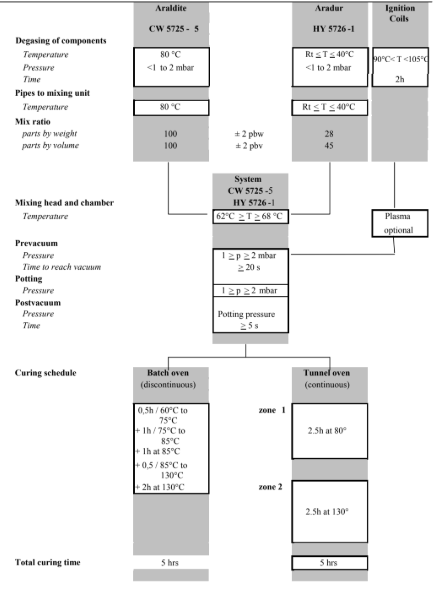
After curing, the components should be cooled down to min. 80°C along 1h in an unheated cabinet to exclude draughts and extremes of temperature.
- Electrical Properties
Determined on standard test specimen at 23°C. Cured for 2.5h/90°C + 2.5h/130°C.
Dielectric strength (1 mm specimen)
IEC 60243-1
kV/mm
38
Dielectric loss factor (tan 50Hz, 25°C)
IEC 60250
%
1
Dielectric constant ([r 50Hz, 25°C)
IEC 60250
4.3
Volume resistivity (25°C)
IEC 60093
cm
1015
Tracking resistance CTI
IEC 60112
grade
> 600
Electrolytic corrosion
IEC 60426
grade
A-1
- Mechanical & Physical Properties
Determined on standard test specimen at 23°C. Cured for 2.5h/90°C + 2.5h/130°C.
Color of casting
Visual
Black
Specific gravity
DIN 55990
g/cm3
1.73
Glass transition temperature
ISO 11357
°C
135 - 150
Thermal class
IEC 60085
H
Flexural modulus
ISO 178
MPa
7000
Flexural strength
ISO 178
MPa
85 - 150
Flexural elongation
ISO 178
MPa
1.35 - 2.50
Double torsion test
PM 216-0/89
MPa m-1/2
1.75 - 2.50
Double torsion test
PM 216-0/89
J/m2
475-700
Thermal linear coefficient
ISO 11359-2
ppm/K
35
Thermal conductivity
ISO 8894-1
W/mK
0.65
Hardness
DIN 53505
Shore D
90
Water absorption
ISO 62/80
10 days at 23°C
30 min at 100°CISO 62/80
% by wt.
0.08
0.05
Packaging & Availability
- Packaging Information
Araldite® CW 5725-5 Resin and Aradur® HY 5726-1 Hardener are supplied in 2,850 and 2,400 pounds totes respectively.
Storage & Handling
- Storage Conditions
When stored in a dry place in their original sealed containers at a temperature within 2°C and 40°C (35.6°F and 104°F), Araldite® CW 5725-5 Resin and Aradur® HY 5726-1 Hardener have a 12 months shelf-life from date of manufacture. The product should not be exposed to direct sunlight.
Other
- Application Information
Value Units Test Method / Conditions Mix Ratio 0.28 %(W) %(W) Hardener : Resin - Physical Properties
Value Units Test Method / Conditions Gel Time 160.0-180.0 m m GELNORM Geltimer-TC at 80°C Gel Time 42.0-48.0 m m ISO 9396 at 100°C Viscosity 465.0-475.0 mPa.s mPa.s Rotational Viscometer at 60°C Viscosity 265.0-275.0 mPa.s mPa.s Rotational Viscometer at 80°C