Enhanced TDS
Identification & Functionality
- Chemical Family
- Fillers Included
- RTU Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Features and Benefits
High mechanical and electrical strength Good thermal shock resistance
Applications & Uses
- Compatible Substrates & Surfaces
- Composites Processing Methods
- Cure Method
- Product End Uses
- Markets
- Applications
- Processing Information
The effective pot life at max. 25°C is approximately two days. Dilute the remaining mix with resin before overnight or weekend storage and balance with another component before re-working. Pipes containing premix or castables should be cooled immediately after working to prevent settling and/or undesirable viscosity increase. This helps to reduce material loss and saves cleanup work. Weekend downtime (approximately 48 hours) without cleaning the pipe is possible if the pipe can be cooled to below 18°C. For viscosity increase and gel time data at various temperatures, please refer to Figures: 4.1 and 4.2.
Mold Temperature
APG process 130 - 160°C
Conventional vacuum casting 70 - 100°C
Demolding Time (depending on mold temperature and casting volume)
APG process 10 - 40min
Conventional vacuum casting 5 - 8h
Curing conditions
APG process (minimum curing time) 4h at 130°C or 3h at 140°C
Conventional vacuum casting 12h at 130°C or 8h at 140°C
To determine whether the cross-linking is complete and whether the final performance is optimal, it is necessary to conduct relevant tests on actual items or measure the glass transition temperature. Different gel and curing procedures during the manufacturing process can lead to different cross-linking degrees and glass transition temperatures.
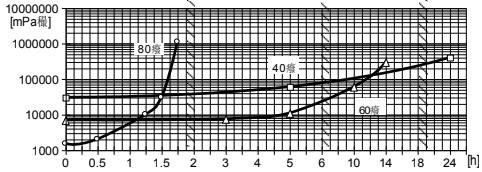
Figure 4.1: Viscosity increase at 40, 60 and 80°C (measured using Brookfield)
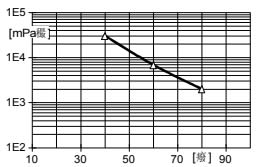
Figure 4.2: Relationship between initial viscosity and temperature (measured by Brookfield)
Mechanical and physical properties
Key Value Unit Test Method Condition Tensile strength 70 - 90 N/mm² ISO R 527 Cured for 6h at 80°C + 10h at 130°C
Elongation at break 1.2 - 2.0 % ISO R 527 Cured for 6h at 80°C + 10h at 130°C
Tensile E modulus 9500 - 11000 N/mm² ISO R 527 Cured for 6h at 80°C + 10h at 130°C
Flexural strength (at 23°C) 110 - 130 N/mm² ISO 178 Cured for 6h at 80°C + 10h at 130°C
Critical stress intensity factor (KIC) 2.1 - 2.7 MPa·m¹/² Cured for 6h at 80°C + 10h at 130°C
Specific energy at break (GIC) 500 - 650 J/m² Cured for 6h at 80°C + 10h at 130°C
Glass transition temperature (DSC) 85 - 100 °C IEC 1006 Cured for 6h at 80°C + 10h at 130°C
Electrical Properties
Key Value Unit Test Method Condition Breakdown strength (IEC 243-1) 18 - 20 kV/mm IEC 243-1 Cured for 6h at 80°C + 10h at 130°C
High voltage arc resistance (ASTM D 495) 182 - 186 sec ASTM D 495 Cured for 6h at 80°C + 10h at 130°C
Tracking resistance (IEC 112) CTI > 600 - 0.0
IEC 112 Cured for 6h at 80°C + 10h at 130°C
Tracking resistance (with test solution B) CTI > 600M - 0.0
IEC 112 Cured for 6h at 80°C + 10h at 130°C
Electrolytic corrosion resistance (DIN 53489) A-1 Grade DIN 53489 Cured for 6h at 80°C + 10h at 130°C
Loss factor (tan δ) at 50Hz at 23°C 0.8 - 1.1 % IEC 250 Cured for 6h at 80°C + 10h at 130°C
Dielectric constant (εr) at 23°C 4 - 5 IEC 250 Cured for 6h at 80°C + 10h at 130°C
- Application Information
Used to manufacture electrical insulation components for indoor medium and high voltage equipment, such as post insulators, circuit breakers and switch components, bushings and mechanical load-bearing components.
- System Preparation
General instructions for preparing liquid resin systems.
Long pot life is desirable in the processing of any casting resin system. Mix all of the components together very thoroughly at room temperature or slightly above and under vacuum. Intensive wetting of the filler is extremely important. Proper mixing will result in:
- Better flow properties and reduced tendency to shrinkage
- Lower internal stresses and therefore improved mechanical properties on object
- Improved partial discharge behaviour in high voltage applications.
For the mixing of medium to high viscous ARALDITE® casting resin systems and for mixing at lower temperatures, we recommend special thin film degassing mixers that may produce additional self-heating of 10-15K as a result of friction. For low viscous ARALDITE® casting resin systems, conventional anchor mixers are usually sufficient. In larger plants, two premixers are used to mix the individual components (ARALDITE® and ARADUR®) with the respective quantities of fillers and additives under vacuum. Metering pumps then feed these premixes to the final mixer or a continuous mixer. The individual premixes can be stored at elevated temperature (about 60°C) for up to about 1 week, de-pending on formulation. Intermittent agitation during storage is advisable to prevent filler sedimentation.
Mixing time can vary from 0.5 to 3 hours, depending on mixing temperature, quantity, mixing equipment and the particular application. The required vacuum is 0.5 to 8 mbar. Degassing time is recommended at least 1 hour. The vapour pressure of the individual components should be taken into account.
Properties
- Physical Form
Safety & Health
- First Aid Information
- Contamination of the eyes by resin, hardener or casting mix should be treated immediately by flushing with clean, running water for 10 to 15 minutes. A doctor should then be consulted.
- Material smeared or splashed on the skin should be dabbed off, and the contaminated area then washed and treated with a cleansing cream (see above). A doctor should be consulted in the event of severe irritation or burns. Contaminated clothing should be changed immediately.
- Anyone taken ill after inhaling vapours should be moved out of doors immediately.
- Industrial Hygiene
Mandatory and recommended industrial hygiene procedures should be followed whenever our products are being handled and processed.
- Handling Precautions
Protective clothing Yes Gloves Essential Arm protector Recommended when skin contact likely
Goggestery diasses Yes Respirator/dust mask Recommended Skin protection before starting work Apply barrier cream to exposed skin
Skin protection after washing Apply barrier or nourishing cream
Skin protection cleansing of contaminated skin Dab off with absorbent paper, wash with warm water and alkali-free soap, then dry with disposable towels. Do not use solvents
Clean shop requirements Cover workbenches, etc. with light coloured paper. Use disposable breakers, etc.
Disposal of spillage Soak up with sawdust or cotton waste and deposit in plastic-lined bin
Ventilation: of workshop Renew air 3 to 5 times an hour
Ventilation: of workplace Exhaust fans. Operatives should avoid inhaling vapours.
Storage & Handling
- Storage Conditions
The product should be stored in a dry environment at 6 - 35°C in the original tightly sealed container. Under these conditions, the storage period corresponds to the expiration date shown on the packaging label. After this date, the product must be tested to determine whether it is still effective. If only part of the material in the container is used, it should be immediately sealed and tightly sealed. For information on waste disposal and hazardous substances that may decompose the product in the event of fire.
Other
- Application Information
Value Units Test Method / Conditions Mix Ratio 2.7 %(W) Filler : Resin Mix Ratio 0.8 %(W) Hardener : Resin