Enhanced TDS
Identification & Functionality
- Chemical Family
- RTU Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Product Features
- Latent, fast cure system for composite parts.
- Low color, high transparency and very good print through behaviour.
Applications & Uses
- Composites Processing Methods
- Processing Information
- Resin Transfer Moulding (low and high pressure)
- Wet Compression Moulding
Technical Details & Test Data
- Processing Information
Processing Guidelines
- We recommend that the components are weighed with an accurate balance to prevent mixing inaccuracies which can affect the properties of the matrix system.
- The components should be mixed thoroughly to ensure homogeneity. It is important that the side and the bottom of the vessel are incorporated into the mixing process.
- When processing large quantities of mixture, the pot life will decrease due to exothermic reaction. It is advisable to divide large mixes into several smaller containers. Internal release agent with an amount of 0.5 – 2% is typically added to the system.
- It can either be mixed in as a 3rd component or premixed into the ARALDITE® LY 3585. The added amount depends on internal release agent type and part demolding behavior.
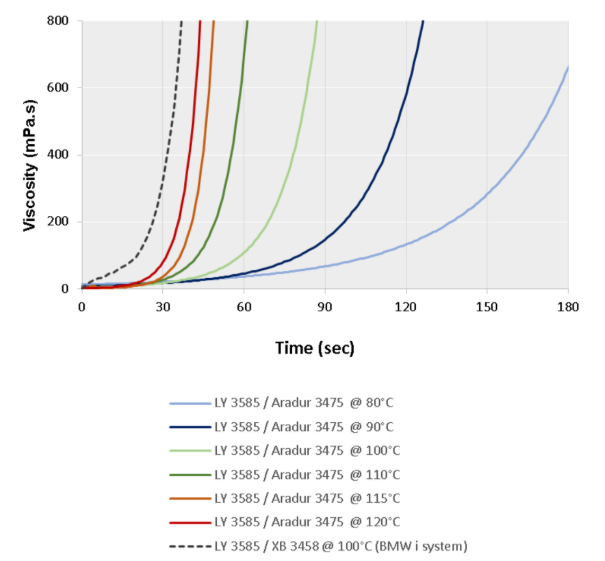
Viscosity Build Up (ISO 12058-1)
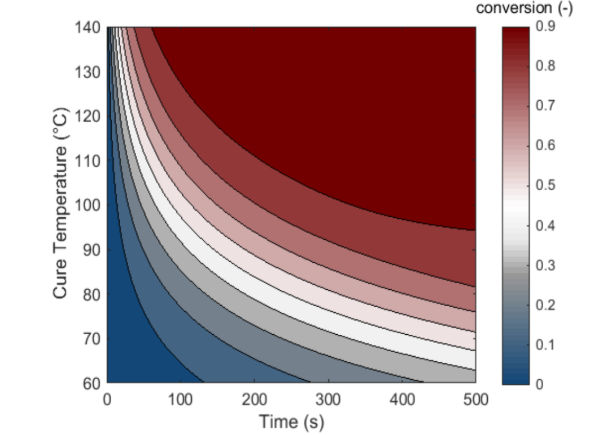
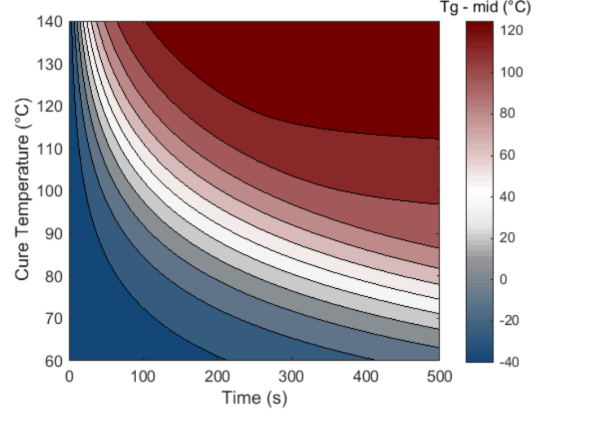
Cure Conversion & Dsc Tg Development Simulation
Properties of The Cured, Neat Formulation (Thickness 4 mm)
Tensile Modulus 2700 – 2900 MPa ISO 527-2 2min. 115°C Tensile Strength 75 – 80 MPa ISO 527-2 2min. 115°C Ultimate Elongation 8.0 – 10 % ISO 527-2 2min. 115°C Fracture Toughness (K1C) 0.80 – 0.90 MPa√m ISO 13586 2min. 115°C Fracture Energy (G1C) 220 – 300 J/m² ISO 13586 2min. 115°C Water Absorption 0.40 – 0.45 % After 168 hours at 23°C
Properties of The Cured, Reinforced Formulation
Glass Transition Temperature 120 - 130 °C ISO 11357-2, DSC, 5K/MIN 2min. 115°C Glass Transition Temperature 105 - 115 °C ISO 6721-4, DMA, 2K/MIN 2min. 115°C Interlaminar Shear Strength 58 - 62 MPa ASTM D 2344 2min. 115°C Note : Samples: 6 layers Carbon fabric UD (300g/m²); HexForce 48300C 1000 HP 20 1F
Laminate thickness: 2.0 – 2.2mm
Fibre volume content: 47 – 53%- We recommend to specify and assess Tg on composites and not on neat resin. Indeed the exothermic behavior during neat resin coupons production is generating a significant temperature rise resulting in the resin curing to a much higher temperature and hence leading to higher Tg value compared to the final composite part.
- Viscosity Build Up (Iso 12058-1)
- Cure Conversion & Dsc Tg Development Simulation
- Properties of The Cured, Reinforced Formulation
Glass Transition Temperature 120 - 130 °C ISO 11357-2, DSC, 5K/MIN 2min. 115°C Glass Transition Temperature 105 - 115 °C ISO 6721-4, DMA, 2K/MIN 2min. 115°C Interlaminar Shear Strength 58 - 62 MPa ASTM D 2344 2min. 115°C Note : Samples: 6 layers Carbon fabric UD (300g/m2); HexForce 48300C 1000 HP 20 1F
Laminate thickness: 2.0 – 2.2mm
Fibre volume content: 47 – 53%- We recommend to specify and assess Tg on composites and not on neat resin. Indeed the exothermic behavior during neat resin coupons production is generating a significant temperature rise resulting in the resin curing to a much higher temperature and hence leading to higher Tg value compared to the final composite part.
- Properties of The Cured, Neat Formulation (Thickness 4 mm)
Tensile Modulus 2700 – 2900 MPa ISO 527-2 2min. 115°C Tensile Strength 75 – 80 MPa ISO 527-2 2min. 115°C Ultimate Elongation 8.0 – 10 % ISO 527-2 2min. 115°C Fracture Toughness (K1C) 0.80 – 0.90 MPa√m ISO 13586 2min. 115°C Fracture Energy (G1C) 220 – 300 J/m² ISO 13586 2min. 115°C Water Absorption 0.40 – 0.45 % After 168 hours at 23°C
Safety & Health
- Handling Information
Protective clothing
Yes Gloves Essential Arm protector Recommended when skin contact likely
Goggestery diasses
Yes Respirator/dust mask
Recommended Skin protection before starting work
Apply barrier cream to exposed skin
Skin protection after washing
Apply barrier or nourishing cream
Skin protection cleansing of contaminated skin
Dab off with absorbent paper, wash with warm water and alkali-free soap, then dry with disposable towels. Do not use solvents
Clean shop requirements
Cover workbenches, etc. with light coloured paper. Use disposable breakers, etc.
Disposal of spillage
Soak up with sawdust or cotton waste and deposit in plastic-lined bin
Ventilation: of workshop
Renew air 3 to 5 times an hour
Ventilation: of workplace
Exhaust fans. Operatives should avoid inhaling vapours.
- First Aid Information
- Contamination of the eyes by resin, hardener or mix should be treated immediately by flushing with clean, running water for 10 to 15 minutes.
- A doctor should then be consulted. Material smeared or splashed on the skin should be dabbed off, and the contaminated area then washed and treated with a cleansing cream (see above).
- A doctor should be consulted in the event of severe irritation or burns.
- Contaminated clothing should be changed immediately. Anyone taken ill after inhaling vapours should be moved out of doors immediately. In all cases of doubt call for medical assistance.
Storage & Handling
- Storage Conditions
- Provided that ARALDITE® LY 3585 or ARADUR® 3475 are stored in a dry place in their original, properly closed containers at the storage temperatures mentioned in the MSDS they will have the shelf lives indicated on the labels.
- Partly emptied containers should be closed immediately after use.
- Epoxy ARALDITE® LY 3585 which has crystallized and looks cloudy can be restored to its original state by heating to 60 - 80°C.