Enhanced TDS
Identification & Functionality
- Chemical Family
- RTU Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Key Properties
- High mechanical and electrical properties
- Good thermal shock resistance
- Possibility of high filler content
Applications & Uses
- Composites Processing Methods
- Product End Uses
- Markets
- Applications
- Processing Information
System Preparation
General instructions for preparing liquid resin systems
Long pot life is desirable in the processing of any ARALDITE ® casting resin system. Mix all of the components together very thoroughly at 55°C temperature or slightly above and under vacuum. Intensive wetting of the filler is extremely important. Proper mixing will result in:- better flow properties and reduced tendency to shrinkage
- lower internal stresses and therefore improved mechanical properties on object
- improved partial diskharge behavior in high voltage applications.
For the mixing of medium to high viscous ARALDITE ® casting resin systems and for mixing at lower temperatures, we recommend special thin film degassing mixers that may produce additional self-heating of 10-15 K as a result of friction. For low viscous ARALDITE ® casting resin systems, conventional anchor mixers are usually sufficient. In larger plants, two premixers are used to mix the individual components (ARALDITE ® and ARADUR ®) with the respective quantities of fillers and additives under vacuum. Metering pumps then feed these premixes to the final mixer or a continuous mixer. The individual premixes can be stored at elevated temperature (< 80°C) for up to about 2 days, depending on formulation. Intermittent agitation during storage is advisable to prevent filler sedimentation.
Mixing time can vary from 0.5 to 3 hours, depending on mixing temperature, reactivity, quantity, mixing equipment and the particular application. The required vacuum is 0.5 to 8 mbar. The vapor pressure of the individual components should be taken into account. In the case of dielectrically highly stressed parts, we recommend checking the quality consistency and predrying of the filler. Their moisture content should be < 0.2%.Specific Instructions
The effective pot-life of the mix is about 1 to 2 days at temperatures below 25°C. Conventional batch mixers should be cleaned once a week or at the end of work. For longer interruptions of work, the pipes of the mixing and metering installllations have to be cooled and cleaned with the resin component to prevent sedimentation and/or undesired viscosity increase. Interruptions over a week-end (approx. 48h) without cleaning are possible if the pipes are cooled at temperatures below 18°C.
Mold temperature
APG process: 120 - 150°C
Conventional vacuum casting: 80 - 100°C
Demolding times (depending on reactivity, mold temperature and casting volume)
APG process: 10 - 45 min
Conventional vacuum casting: 1 - 8 h
Postcure conditions
APG process (minimal postcure): 8 - 10h at 130 - 140°C
Conventional vacuum casting, typical: 4h at 80°C + 8h at 140°CTo determine whether crosslinking has been carried to completion and the final properties are optimal, it is necessary to carry out relevant measurements on the actual object or to measure the glass transition temperature. Different gelling and cure cycles in the manufacturing process could lead to a different crosslinking and glass transition temperature respectively.
- Application Information
The addition of powdered mineral filler improves the performance of castings in a large number of applications. In particular, the use of mineral fillers:
- Reduces shrinkage and decreases exothermic temperature rise on curing.
- Imparts a lower coefficient of thermal expansion.
- Improves thermal conductivity.
- Imparts a higher elastic modulus but reduces elongation at break.
- Cuts the production cost per casting.
- Processing Methods
- Automatic pressure gelation process (APG)
- Conventional gravity casting process under vacuum
Technical Details & Test Data
- Properties
Mechanical and Physical Properties
Resin CY 228-2 pbw 100 100 100 Hardener HY 918-1 pbw 80 80 80 Flexibiliser DY 045 pbw 0 15 20 Accelerator DY 062 pbw 0.8 0.8 0.8 Silica pbw 336 364 373 Filler content % 65 Cure cycle (Lab test):
10h 140 °C E-Modulus from flexural strength ISO 178 MPa 11'000 - 12'000 11'000 - 12'000 11'000 - 12'000 Flexural strength ISO 178 MPa 125 - 135 140 - 150 135 - 145 Surface strain ISO 178 % 1.2 - 1.4 1.5 - 1.7 1.6 E-Modulus from tensile strength ISO 527 MPa 11'000 - 12'000 11'000 - 12'000 10'000 - 11'000 Tensile strength ISO 527 MPa 80 -90 75-85 70- 80 Elongation at break ISO 527 % 0.9 - 1.1 1.5 - 1.7 1.3 - 1.5 Double Torsion CG 2160/89 K1c - MPa.m 2.3 - 2.5 2.8 - 3.0 2.7 - 2.9 G1c in house method J/m2 420 - 490 640 - 710 600 - 650 Average crack temperature
- °C -13 -76 - Embedded metal part with 2mm radius
Tg 1./2. run ISO 11357-2 °C 110 - 120 75-85 70 -80 CTE ISO 11359-2 K-1 36 - 39-10-6 35 - 38.106 35 - 38-106 Thermal conductivity ISO 8894-1 W/mK 0.95 - 1.05 0.90 - 1.00 0.95 - 1.05 Flammability UL 94 4 mm specimen ISO 62 - HB HB HB 12 mm specimen
- V1 HB HB Water absorption ISO 62 10d 23°C - % 0.10 - 0.15 0.10 - 0.20 0.10 - 0.20 60 min 100°C - % 0.05 - 0.10 0.15 - 0.25 0.15 - 0.25 Loss factor tan 8 IEC 60250 % 1.5 2.3 2 (50 Hz) - °C - - - Dielect. const. - Er 3.9 4.2 4.2 Volume resistivity IEC 60093 ohm.cm 10 15 2.2 E+15 2.3 E+15 Breakdown strength IEC 60243-1 kV/mm 20 - 24 22 - 25 22 - 25 HV arc resistance IEC 61621 S 185 - 195 185 -190 180 - 185 Tracking resistance IEC 60112 - - - - with test solution A
- CTI > 600 <1 - - with test solution B
- CTI >600M <1 - - Electrolytic Corrosion IEC 60426 - A-1 - - Note : Filler grades and quality can influence the end properties of the mixed system.
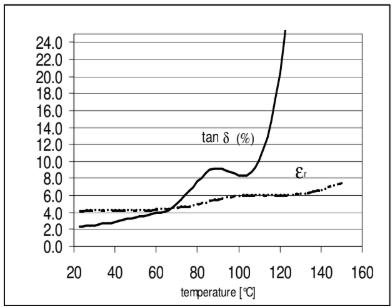
Loss factor (tan 8) and dielectric constant (Er) as a function of temperature (measurement frequency: 50 Hz, IEC 60250)
Volume resistivity (p) as a function of temperature (measurement voltage: 1000 V, IEC 60093)
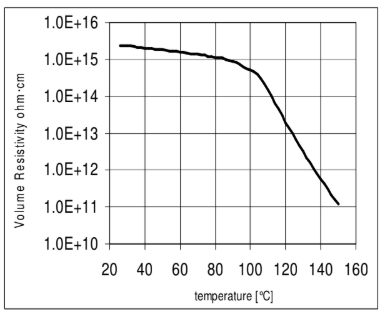
Loss factor, dielectric constant and volume resistivity tested without flexibiliser.
- CY 228-2/HY 918-1/ DY 062/ SiO2 :
- 100 : 80 : 0.8 : 336 pbw
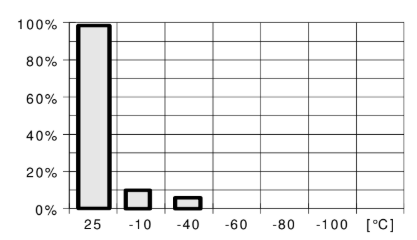
- Average crack temperature -13°C
- Embedded metal part with 2mm radius
- Passed specimen (%) = f (temp. steps)
- Processing Information
General instructions for preparing liquid resin systems
- Long pot life is desirable in the processing of any casting resin system. Mix all of the components together very thoroughly at room temperature or slightly above and under vacuum. Intensive wetting of the filler is extremely important.
- Proper mixing will result in: - better flow properties and reduced tendency to shrinkage - lower internal stresses and therefore improved mechanical properties on object - improved partial discharge behaviour in high voltage applications.
- For the mixing of medium- to high viscous casting resin systems and for mixing at lower temperatures, we recommend special thin film degassing mixers that may produce additional self-heating of 10-15 °C as a result of friction.
- For low viscous casting resin systems, conventional anchor mixers are usually sufficient. In larger plants, two pre-mixers are used to mix the individual components (resin, hardener) with the respective quantities of fillers and additives under vacuum.
- Metering pumps then feed these premixes to the final mixer or a continuous mixer. The individual premixes can be stored at elevated temperature (about 60°C) for up to about 1 week, de- pending on formulation.
- Intermittent agitation during storage is advisable to prevent filler sedimentation. Mixing time can vary from 0.5 to 3 hours, depending on mixing temperature, quantity, mixing equipment and the particular application. The required vacuum is 0.5 to 8 mbar.
- The vapor pressure of the individual components should be taken into account. In the case of dielectrically highly stressed parts, we recommend checking the quality consistency and pre-drying of the filler. Their moisture content should be < 0.2%.
- The effective pot-life of the mix is about 1 to 2 days at temperatures below 25°C. Conventional batch mixers should be cleaned once a week or at the end of work.
- For longer interruptions of work, the pipes of the mixing and metering installations have to be cooled and cleaned with the resin component to prevent sedimentation and/or undesired viscosity increase.
- Interruptions over a week-end (approx. 48h) without cleaning are possible if the pipes are cooled at temperatures below 18°C. For data on viscosity increase and gel time at various temperatures, refer to Figs: 4.1 and 4.4.
Property Value Unit Condition Mould Temperature (APG process) 120 - 150 °C APG process Mould Temperature (Conventional vacuum casting) 80 - 100 °C Conventional vacuum casting
Demoulding Time (APG process) 10 - 45 min APG process Demoulding Time (Conventional vacuum casting) 1 - 6 hours Conventional vacuum casting
Cure Conditions (APG process) 10h hours APG process (minimal postcure)
Cure Conditions (Conventional vacuum casting) 4h at 80°C + 8h at 140°C hours Conventional vacuum casting
To determine whether crosslinking has been carried to completion and the final proper-ties are optimal, it is necessary to carry out relevant measurements on the actual object or to measure the glass transition temperature. Different gelling and cure cycles in the manufacturing process could lead to a different crosslinking and glass transition temperature respectively.
Mixing ratios (part by weight)
Property System 1 System 2 System 3 Unit ARALDITE CY 228-2 100 100 100 - ARADUR HY 918-1 80 80 80 - Flexibiliser DY 045 0 15 20 - Accelerator DY 062 0.8 0.8 0.8 - Filler Silica 336 365 375 - Filler Content (Weight-%) 65 65 65 % by wt. Processing properties
Property System 1 System 2 System 3 Unit Test Method Condition Initial Viscosity at 60°C 6000 6000 6000 mPa.s Rheomat 300 MS DIN 125 D=10s-1 - Initial Viscosity at 80°C 3000 3500 3500 mPa.s Rheomat 300 MS DIN 125 D=10s-1 - Pot Life at 60°C 160 appr. 160 appr. 160 min - Up to 15,000 mPa.s
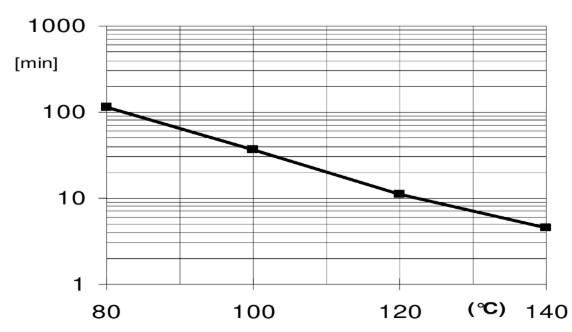
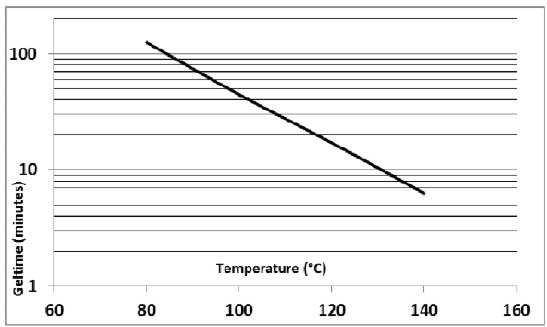
Geltime at 80°C 115 125 128 min - - Geltime at 140°C 5.5 6.3 6.5 min - - Tg (Curing at 140°C for 10h) 115 80 75 °C - Cured for 10h at 140°C
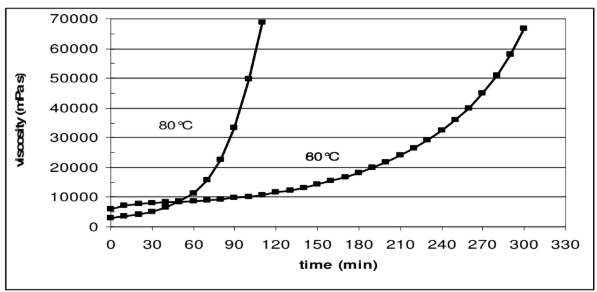
Viscosity increase at 60 and 80°C (0.8 pbw DY 062, no flexibiliser DY 045) (measurements with Rheomat 115, shear rate D = 10 s-1)
Potlife (double of viscosity) at 40 °C is 18 – 22 hours; at 25 °C > 2 days.
Initial viscosity as a function of temperature (0.8 pbw DY 062, no flexibiliser DY 045) (measurements with Rheomat 115, D =10 s-1)
Flexibiliser DY 045 has minor impact on viscosity and potlife.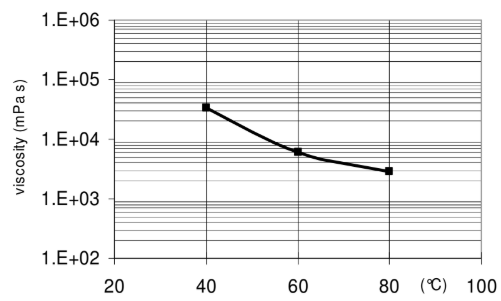
Geltimes
Geltime measured as a function of temperature (0.8 pbw DY 062, no flexibiliser DY 045) (ISO 9396)
Geltime measured as a function of temperature (0.8 pbw DY 062, 15 pbw flexibiliser DY 045) (ISO 9396)
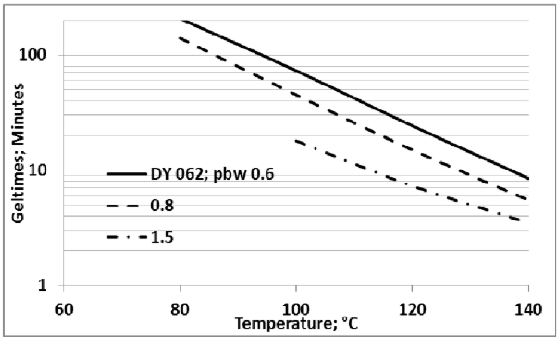
Geltime measured as a function of temperature (0.6 – 1.5 pbw DY 062, 20 pbw flexibiliser DY 045) (ISO 9396)
Storage & Handling
- Storage Conditions
The components have to be stored in tightly sealed and dry original containers according to the storage conditions on the product label. Under these conditions, the shelf life will correspond to the expiry date stated on the label. Partly emptied containers should be tightly closed immediately after use.