Enhanced TDS
Identification & Functionality
- Chemical Family
- Fillers Included
- RTU Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Product Advantages
- Easy handling combined with long pot-life at moderate temperature
- Short gel and demolding time at temperature above 140°C (284oF)
- High tracking and arc resistance
- Good toughness combined with elevated glass transition temperature
- Very high erosion resistivity under ultraviolet radiation
- High stability of the dielectric properties also in humid atmosphere
- Insulating material with excellent outdoor behavior
Applications & Uses
- Composites Processing Methods
- Cure Method
- Product End Uses
- Markets
- Applications
- Processing Information
Long pot life is desirable in the processing of most casting systems. Mix all of the components together very thoroughly at room temperature or slightly above (up to 60°C ) under vacuum. Thorough wetting of the filler is extremely important. Proper mixing will result in:
- Better flow properties and reduced shrinkage
- Lower internal stresses resulting in improved mechanical properties in cast components
- Improved electrical properties in high voltage applications.
For mixing of medium to highly viscous casting systems and for mixing at lower temperatures, the use of a thin film de-gassing mixers is recommended as this type of equipment may produce additional heating of 10oC to 15 °C as a result of friction. For low viscosity systems, conventional anchor mixers are usually adequate.
In larger plants, two pre-mixers are used to mix the individual components (resin and hardener) with the respective quantities of fillers and additives under vacuum. Metering pumps then feed these mixtures to a final mixer that can be either static or dynamic. The individual mixtures can be stored at elevated temperatures ~60°C (~140°F) for up to approximately one week, depending on formulation. Intermittent agitation during storage is advisable to prevent filler separation.
Mixing time can vary from 0.5 to 3 hours, depending on mixing temperature, quantity, mixing equipment and the particular application. The recommended vacuum is 0.5 to 8 mbar. For dielectrically highly stressed parts, it is recommended to pre-dry the fillers to remove any residual moisture. The moisture content of the fillers should be ≤ 0.2 weight %.
The effective pot-life of the mixed system is approximately 1 to 2 days at temperatures below 25°C (77°F). Conventional batch mixers should be cleaned once a week or at the end of work. For longer interruptions of work, the pipes of the mixing and metering installations must be cooled and cleaned with the resin component to prevent sedimentation and/or undesired viscosity increase. Interruptions over a weekend without cleaning are possible if the pipes are cooled at temperatures below 18°C (64°F). For information regarding viscosity increase and gel time at various temperatures, refer to Figures.1 and 3.
Mold temperature
APG process 130 - 160°C (266 - 320°F)
Conventional vacuum casting 80 - 100°C (176 - 212°F)Demolding times (depending on mold temperature and casting volume)
APG process 10 - 40 minutes
Conventional vacuum casting 4 - 8 hoursCure conditions (minimal postcure)
APG process 2 hours at 150°C (302°F) or
APG process 5 hours at 140°C (284°F)
Conventional vacuum casting 2 hours at 150°C (302°F) or
Conventional vacuum casting 5 hours at 140°C (284°F)
To determine whether cross-linking has been carried to completion and the final properties are optimal, it is necessary to carry out relevant measurements on the actual object or to measure the glass transition temperature. Different gel and post-curing cycles in the manufacturing process could influence the cross-linking and the glass transition temperature respectively.Reactivity characteristics of filled system:
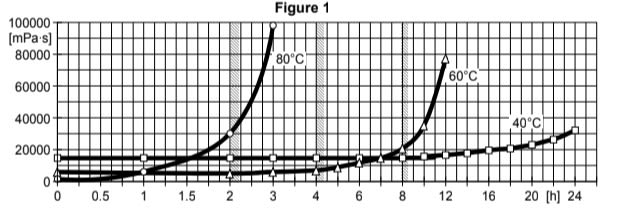
Viscosity increase at 40, 60 and 80°C (measurements with Rheomat 115) (Shear rate D = 10 s⁻¹)
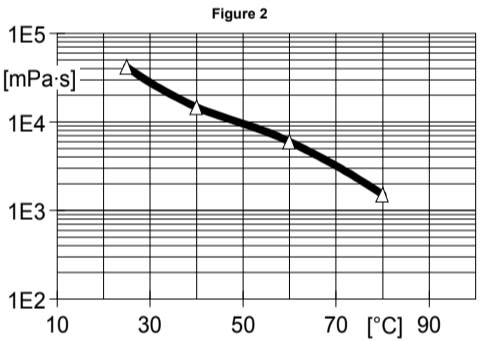
Initial viscosity as a function of temperature (measurements with Rheomat 115, D = 10 s⁻¹)
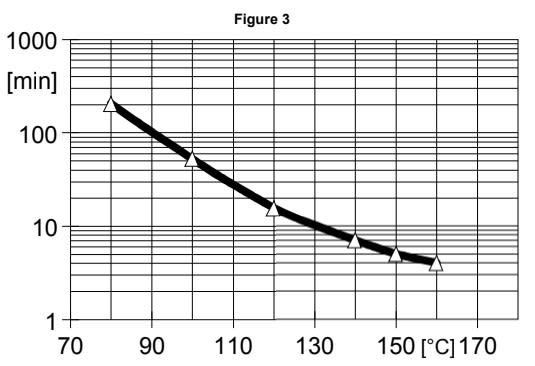
Gel time measured as a function of temperature (measurements with Gelnorm Instrument / DIN 16945/ 6.3.1)
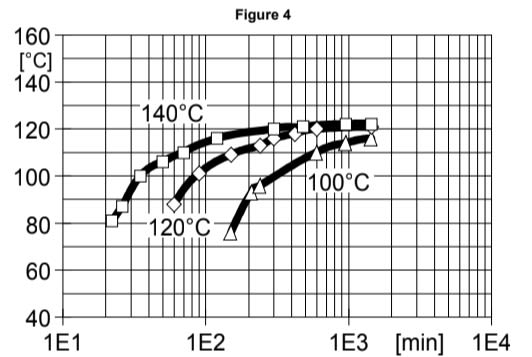
Glass transition temperature as a function of cure time (isothermic reaction, IEC 1006)
Mechanical and physical properties (typical values for filled system)
Key Value Unit Test Method Tensile strength 10,500 - 12,000 psi Elongation at break 1.50 - 1.70 % E modulus from tensile test 1.35 - 1.40 x 10⁶ psi Flexural strength 17,000 - 20,000 psi Surface strain 1.8 - 2.0 % E modulus from flexural test 1.45 - 1.50 x 10⁶ psi Critical stress intensity factor (KIC) 2.7 - 2.8 MPa·m¹/² Double Torsion Test Specific energy at break (GIC) 650 - 750 J/m² Double Torsion Test Glass transition temperature (DSC) 115 - 132 (239 - 270) °C (°F) DSC Coefficient of linear thermal expansion 30 - 35·10⁻⁶ °C⁻¹ Thermal conductivity 0.75 - 0.85 W/mK Flammability (Thickness of specimen: 4 mm) Class HB compliant N/A Flammability (Thickness of specimen: 12 mm) Class V-0 compliant N/A Water absorption (specimen: 50×50×4 mm) 0.20 - 0.24 % by wt Water absorption (in boiling water at 100°C) See Figure 7 % Specific Gravity 1.8 N/A 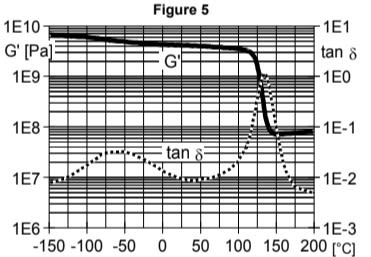
Shear modulus (G') and mechanical loss factor (tan ) as a function of temperature (ISO 6721/ DIN 53445,methode C, measured at 1Hz)
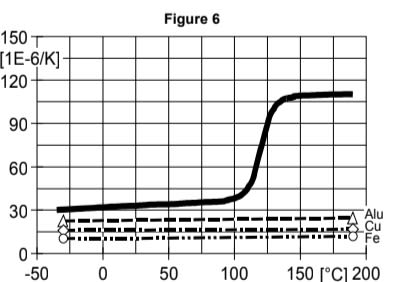
Coefficient of linear thermal expansion () as a function of temperature (DIN 53752 / reference temperature: 23°C)
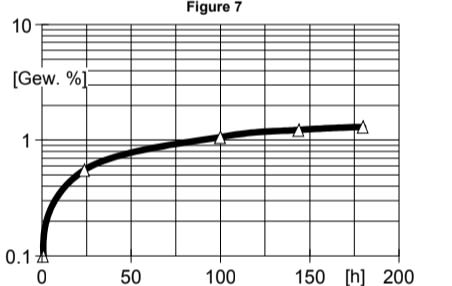
Water absorption at 100°C as a function of time (specimen: 50×50×4 mm, DIN 53495/1L)
Electrical properties (typical values for filled system)
Determined on standard test specimen at 23°C (75ºF) Cured for 2h at 100°C (212ºF) + 10h at 140°C (284ºF)
Key Value Unit Test Method Condition Breakdown strength (1) 35 - 38 kV/mm Determined on standard test specimen at 23°C (75°F), Cured for 2h at 100°C (212°F) + 10h at 140°C (284°F)
Breakdown strength (2) 26 - 29 kV/mm IEC 60243-1 Determined on standard test specimen at 23°C (75°F), Cured for 2h at 100°C (212°F) + 10h at 140°C (284°F)
HV arc resistance 195 - 210 sec ASTM D 495 Determined on standard test specimen at 23°C (75°F), Cured for 2h at 100°C (212°F) + 10h at 140°C (284°F)
Tracking resistance (with test solution A) CTI >600 <1 IEC 60112 Determined on standard test specimen at 23°C (75°F), Cured for 2h at 100°C (212°F) + 10h at 140°C (284°F)
Tracking resistance (with test solution B) CTI >600M <1 IEC 60112 Determined on standard test specimen at 23°C (75°F), Cured for 2h at 100°C (212°F) + 10h at 140°C (284°F)
Inclined plane tracking / erosion test (i.t.v.) 3.5/50 kV/min ASTM D 2303 Determined on standard test specimen at 23°C (75°F), Cured for 2h at 100°C (212°F) + 10h at 140°C (284°F)
Time to Track @ 2.5 kV (t.t.t.) > 2,000 min ASTM D 2303 Determined on standard test specimen at 23°C (75°F), Cured for 2h at 100°C (212°F) + 10h at 140°C (284°F)
Time to Track @ 3.5 kV (t.t.t.) > 300 min ASTM D 2303 Determined on standard test specimen at 23°C (75°F), Cured for 2h at 100°C (212°F) + 10h at 140°C (284°F)
Diffusion breakdown strength Class HD 2 DIN/VDE 0441/1 Determined on standard test specimen at 23°C (75°F), Cured for 2h at 100°C (212°F) + 10h at 140°C (284°F)
Temperature of specimen after test < 23 °C Determined on standard test specimen at 23°C (75°F), Cured for 2h at 100°C (212°F) + 10h at 140°C (284°F)
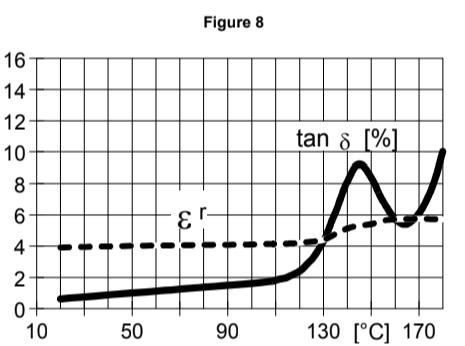
Loss factor (tan δ) and dielectric constant (εr) as a function of temperature (measurement frequency: 50 Hz / IEC 250/ DIN 53483)
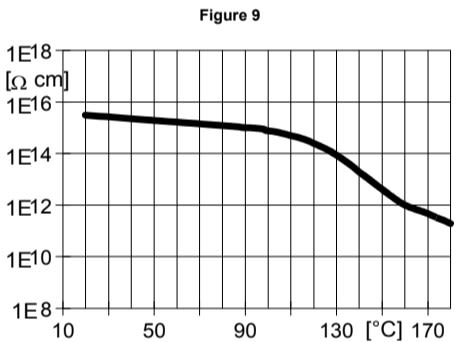
Volume resistivity (ρ) as a function of temperature (measurement voltage: 1000 V/ IEC 93/ DIN 53482)
- Application Information
- 155°C Continuous rating by IEC 216 Standards
- Outdoor electrical insulating components
- Bushings
- Line post and pin insulators in the medium voltage range.
- All components for humid indoor medium and high voltage environments
- Excellent indoor and outdoor switchgear components
Properties
- Physical Form
Storage & Handling
- Storage Conditions
When stored in their original sealed containers within the specified temperature range, the shelf-life of the respective components is as follows:
- Araldite® CY 5910 USD: 2 years (2°C - 40°C)
- Aradur® HY 1102 US: 3 years (2°C - 40°C)
- Araldite® DW 9134 BD: 4 years (2°C - 40°C)
- Accelerator DY 062: 3 years (18°C - 40°C)
Do not expose any of these materials to direct sunlight. Tightly re-seal all containers after use to prevent contamination. Aradur® HY 1102 Hardener is very sensitive to moisture and is packaged under a dry nitrogen blanket. Partially used containers should be blanketed with dry nitrogen and tightly re-sealed after each use.
Other
- Application Information
Value Units Test Method / Conditions Mix Ratio 0.003 %(W) %(W) Accelerator : Resin Mix Ratio 3.1 %(W) %(W) Filler : Resin Mix Ratio 0.89 %(W) %(W) Hardener : Resin Mix Ratio 0.005 %(W) %(W) Resin : Resin