Enhanced TDS
Identification & Functionality
- Chemical Family
- RTU Product Type
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
- Ready-to-Use Product Features
- Processing
- Resin Transfer Moulding (RTM)
- Infusion
- Pultrusion
- Features and Benefits
- High temperature resistance
- FST (Fire Smoke & Toxicity)
- Unfilled / Inherently flame retardant
- Low temperature processing capability
- Fast cure (5 min 150°C)
Applications & Uses
- Application Area
- Composites Processing Methods
- Cure Method
- Product End Uses
- Markets
- Applications
- Application Information
Aerospace structural composites with flame retardant properties
- Application Details
Aerospace structural composites with flame retardant properties
Properties
- Physical Form
Regulatory & Compliance
- Certifications & Compliance
- Quality Standards
Technical Details & Test Data
- Typical Cure Cycles
1 h 100°C + 1 h 120°C+ 2 h 180°C for large part
5 min at 150°C or 20 min at 120°C + 2 h 180°C for small / medium part
10 meter / hour in pultrusion
Parts can be demoulded after 1 h 100°C + 1 h 120°C (large part) and 5 min 150°C or 20 min 120°C (small / medium parts) before being free-stand postcured. The optimum cure cycle has to be determined case by case depending on the processing, the economic and mechanical requirements. Not postcuring might be considered in some applications.- Processing Data
- Resin Transfer Moulding (RTM)
- Infusion
- Pultrusion
- Cured Properties
Key Value Unit Test Method Test Condition Tensile Modulus (Neat Formulation) 2900 - 3100 MPa ISO 527 Cure: 1h 100°C + 1h 120°C + 2h 180°C
Tensile Strength (Neat Formulation) 95 - 105 % ISO 527 Cure: 1h 100°C + 1h 120°C + 2h 180°C
Elongation at break (Neat Formulation) 45 - 55 MPa ISO 527 Cure: 1h 100°C + 1h 120°C + 2h 180°C
Fracture Toughness (Kic) (Neat Formulation) 0.85 - 0.95 MPa·m½ ISO 13586 Cure: 1h 100°C + 1h 120°C + 2h 180°C
Fracture Energy (Gic) (Neat Formulation) 250 - 300 J/m² ISO 13586 Cure: 1h 100°C + 1h 120°C + 2h 180°C
Glass Transition Temperature (onset) (Reinforced Formulation) 270 - 280 °C DMA, ISO 6721 Cure: 1h 100°C + 1h 120°C + 2h 180°C
Glass Transition Temperature (peak) (Reinforced Formulation) 290 - 300 °C DMA, ISO 6721 Cure: 1h 100°C + 1h 120°C + 2h 180°C
Tensile Modulus (Reinforced Formulation) 123 - 128 GPa AITM 1.0007 Dry condition at 0°
Interlaminar Shear Strength (Reinforced Formulation) 95 - 100 MPa ASTM D 2344 - Interlaminar Fracture Toughness (Reinforced Formulation) 714 - 794 J/m² AITM 1.0005 - Glass Transition Temperature (onset) (Reinforced Formulation) 270 - 278 °C DMA, ISO 6721 Wet condition Glass Transition Temperature (peak) (Reinforced Formulation) 290 - 300 °C DMA, ISO 6721 Wet condition Tensile Modulus (Reinforced Formulation) 22 - 24 GPa AITM 1.0007 Wet condition at 0°
Tensile Strength (Reinforced Formulation) 390 - 400 MPa AITM 1.0007 Wet condition at 0°
Elongation at Break (Reinforced Formulation) 2.0 - 2.2 % AITM 1.0007 Wet condition at 0°
Interlaminar Shear Strength (Reinforced Formulation) 66 - 68 MPa ASTM D 2344 Wet condition Interlaminar Fracture Toughness (Reinforced Formulation) 755 - 835 J/m² AITM 1.0005 Wet condition Interlaminar Fracture Toughness (Reinforced Formulation) 2000 - 2700 J/m² AITM 1.0006 Wet condition - Properties
- High temperature resistance
- FST (Fire Smoke & Toxicity)
- Unfilled / Inherently flame retardant
- Low temperature processing capability
- Fast cure (5 min 150°C)
- Processing Guidelines
We recommend that the components are weighed with an accurate balance to prevent mixing inaccuracies which can affect the properties of the matrix system. The components should be mixed thoroughly to ensure homogeneity. It is important that the side and the bottom of the vessel are incorporated into the mixing process.
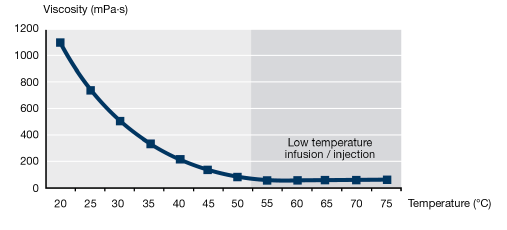
INITIAL MIX VISCOSITY (ISO 2555)
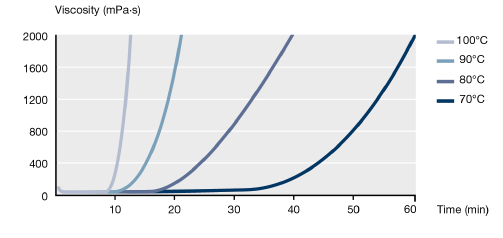
VISCOSITY BUILD-UP (ISO 2555)
- Cure Cycle
- 1 h 100°C + 1 h 120°C+ 2 h 180°C for large part
- 5 min at 150°C or 20 min at 120°C + 2 h 180°C for small / medium part
- 10 meter / hour in pultrusion
Parts can be demoulded after 1 h 100°C + 1 h 120°C (large part) and 5 min 150°C or 20 min 120°C (small / medium parts) before being free-stand postcured. The optimum cure cycle has to be determined case by case depending on the processing, the economic and mechanical requirements. Not postcuring might be considered in some applications.
Safety & Health
- First Aid
Contamination of the eyes by resin, hardener or mix should be treated immediately by flushing with clean, running water for 10 to 15 minutes. A doctor should then be consulted. Material smeared or splashed on the skin should be dabbed off, and the contaminated area then washed and treated with a cleansing cream (see above). A doctor should be consulted in the event of severe irritation or burns. Contaminated clothing should be changed immediately. Anyone taken ill after inhaling vapours should be moved out of doors immediately. In all cases of doubt call for medical assistance.
- Handling Precautions
Personal hygiene - Safety precautions at workplace
protective clothing yes gloves essential arm protectors recommended when skin contact likely
goggles/safety glasses yes Skin protection before starting work Apply barrier cream to exposed skin
after washing Apply barrier or nourishing cream
Cleansing of contaminated skin Dab off with absorbent paper, wash with warm water and alkali-free soap, then dry with disposable towels. Do not use solvents
Disposal of spillage Soak up with sawdust or cotton waste and deposit in plastic-lined bin
Ventilation of workshop Renew air 3 to 5 times an hour
of workplaces Exhaust fans. Operatives should avoid inhaling vapours
- Safety Precautions
Contamination of the eyes by resin, hardener or mix should be treated immediately by flushing with clean, running water for 10 to 15 minutes. A doctor should then be consulted. Material smeared or splashed on the skin should be dabbed off, and the contaminated area then washed and treated with a cleansing cream (see above). A doctor should be consulted in the event of severe irritation or burns. Contaminated clothing should be changed immediately. Anyone taken ill after inhaling vapours should be moved out of doors immediately. In all cases of doubt call for medical assistance.
Storage & Handling
- Storage Conditions
Provided that Araldite® FST 40002 and FST 40003 are stored in a dry place in their original, properly closed containers at the storage temperatures mentioned in the MSDS they will have the shelf lives indicated on the labels. Partly emptied containers should be closed immediately after use.
Other
- Application Information
Value Units Test Method / Conditions Mix Ratio 0.25 %(W) %(W) Hardener : Resin