Enhanced TDS
Identification & Functionality
- Chemical Family
- RTU Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Features and Benefits
- Low viscosity coupled with long working life
- Excellent dielectric properties
- Superior arc, corona and tracking resistance
Applications & Uses
- Application Area
- Composites Processing Methods
- Cure Method
- Product End Uses
- Markets
- Applications
- Application Information
Medium and high voltage electrical components such as coil insulation, motors and generators.
- Application Details
Medium and high voltage electrical components such as coil insulation, motors and generators
- Processing Methods
- Impregnation
- Filament winding
Technical Details & Test Data
- Properties
- Low viscosity coupled with long working life
- Excellent dielectric properties
- Superior arc, corona and tracking resistance
- Processing Guidelines
System tested: Araldite® CY 179 US / Aradur® HT 907 / Accelerator DY 072 system
Mix ratio: 100 / 105 / 8.5 pbw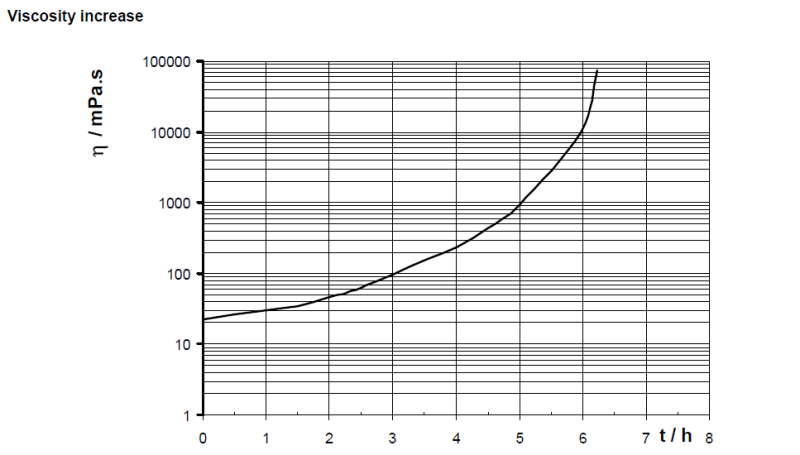
Fig.3.1: Viscosity increase at 80°C as a function of time
System: CY 179 US/ HT 907/ DY 072 (100/ 105/ 8.5)Processing Properties
Amount of Accelerator DY 072 system 8.5 pbwInitial viscosity at 80°C ISO 12058 mPa*s 21 Geltime at 80°C Gelnorm (ISO 9396) H, min 6h – 7h To determine whether crosslinking has been carried to completion and the final proper-ties are optimal, it is necessary to carry out relevant measurements on the actual object or to measure the glass transition temperature. Different gelling and cure cycles in the manufacturing process could lead to a different crosslinking and glass transition temperature respectively.
Property Test Method Unit Value Test Condition Flexural strength ISO 178 MPa 95 – 105 at 23°C Cured for 10h at 80°C + 16h at 140°C
Surface strain ISO 178 % 3.0 – 3.5 at 23°C Cured for 10h at 80°C + 16h at 140°C
E modulus from flexural strength ISO 178 MPa 3000 – 3200 at 23°C Cured for 10h at 80°C + 16h at 140°C
Tensile strength ISO 527 MPa 30 – 50 at 23°C Cured for 10h at 80°C + 16h at 140°C
Elongation at break ISO 527 % 1.0 – 3 at 23°C Cured for 10h at 80°C + 16h at 140°C
E modulus from tensile strength ISO 527 MPa 2800 – 3400 at 23°C Cured for 10h at 80°C + 16h at 140°C
Glass transition temperature (DSC 8000) ISO 11357-2 °C 160 – 190 at 23°C Cured for 10h at 80°C + 16h at 140°C
Thermal conductivity at 25°C ISO 8894-1 W/m K 0.15 – 0.20 at 23°C Cured for 10h at 80°C + 16h at 140°C
Coefficient of linear thermal expansion ISO 11359-2 ppm/K 65 – 75 x 10⁻⁶ at 23°C Cured for 10h at 80°C + 16h at 140°C
Mean value for temperature range: 20 – 60°C ISO 11359-2 °C 30 – 35 at 23°C Cured for 10h at 80°C + 16h at 140°C
Water absorption (specimen: 50x50x4mm) ISO 62 % 0.30 – 0.50 60min at 100°C Water absorption (specimen: 50x50x4mm) ISO 62 % 0.50 – 1.40 10h at 100°C Water absorption (specimen: 50x50x4mm) ISO 62 % 3.00 – 5.00 100h at 100°C Breakdown strength IEC 60243-1 kV/mm 18 – 24 at 23°C Cured for 10h at 80°C + 16h at 140°C
Tracking resistance IEC 60112 CTI > 600 – < 1 at 23°C Cured for 10h at 80°C + 16h at 140°C
Tracking resistance IEC 60112 CTI > 600M – < 1 at 23°C Cured for 10h at 80°C + 16h at 140°C
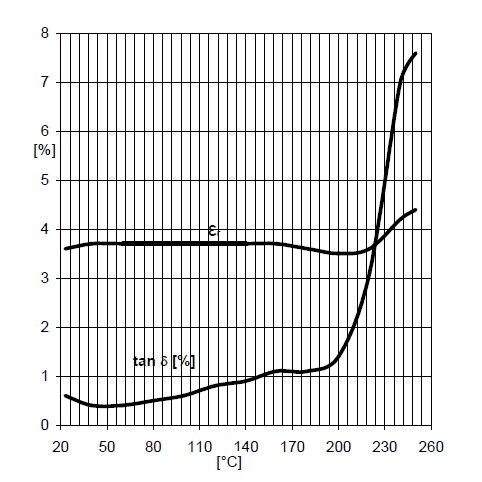
Fig.4.1:Loss factor (tan δ) and dielectric constant (εr) as a function of temperature
(measurement frequency: 50 Hz / IEC 60250)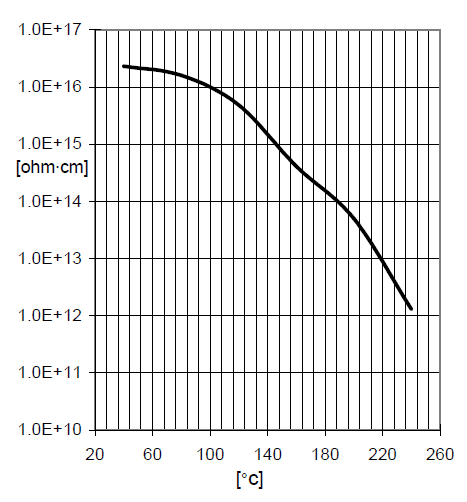
Fig.4.2: Volume resistivity (ρ) as a function of temperature
(measurement voltage: 1000 V / IEC 60093)- Processing Methods
- Impregnation
- Filament winding
Safety & Health
- Handling Precautions
Safety precautions at workplace:
protective clothing yes gloves essential arm protectors recommended when skin contact likely
goggels/safety glasses yes respirator/dust mask recommended Skin protection before starting work Apply barrier cream to exposed skin
after washing Apply barrier or nourishing cream
Cleansing of contaminated skin Dab off with absorbent paper, wash with warm water and alkali-free soap, then dry with disposable towels. Do not use solvents
Clean shop requirements Cover workbenches, etc. with light coloured paper Use disposable breakers, etc.
Disposal of spillage Soak up with sawdust or cotton waste and deposit in plastic-lined bin
Ventilation: of workshop Renew air 3 to 5 times an hour Exhaust fans.
of workplace Operatives should avoid inhaling vapours.
- First Aid
Contamination of the eyes by resin, hardener or casting mix should be treated immediately by flushing with clean, running water for 10 to 15 minutes. A doctor should then be consulted. Material smeared or splashed on the skin should be dabbed off, and the contaminated area then washed and treated with a cleansing cream (see above). A doctor should be consulted in the event of severe irritation or burns. Contaminated clothing should be changed immediately. Anyone taken ill after inhaling vapours should be moved out of doors immediately. In all cases of doubt call for medical assistance.
- Safety Precautions
When working with chemical systems such as epoxy resins and hardeners, strict safety precautions must be observed to protect workers' health and ensure a clean and controlled environment. Personnel should wear appropriate protective clothing, including gloves, arm protectors, goggles or safety glasses, and a respirator or dust mask when necessary. Skin protection is essential both before starting work and after washing; a barrier cream should be applied to exposed skin beforehand, and a barrier or nourishing cream should be used afterward. In the event of skin contamination, affected areas should be dabbed with absorbent paper, washed with warm water and alkali-free soap, and dried using disposable towels—solvents should not be used. Workspaces must be kept clean and organized: cover workbenches with light-coloured paper, use disposable containers, and ensure any spillage is promptly soaked up with sawdust or cotton waste and disposed of in a plastic-lined bin. Proper ventilation is critical; workshops should have their air renewed 3 to 5 times an hour using exhaust fans, and operatives should avoid inhaling vapours. Ventilation of the workplace is essential, and recommended whenever skin contact is likely, to minimize exposure and maintain a safe working environment.
First Aid
Contamination of the eyes by resin, hardener or casting mix should be treated immediately by flushing with clean, running water for 10 to 15 minutes. A doctor should then be consulted. Material smeared or splashed on the skin should be dabbed off, and the contaminated area then washed and treated with a cleansing cream (see above). A doctor should be consulted in the event of severe irritation or burns. Contaminated clothing should be changed immediately. Anyone taken ill after inhaling vapours should be moved out of doors immediately. In all cases of doubt call for medical assistance.
- Industrial Hygiene
Mandatory and recommended industrial hygiene procedures should be followed when-ever our products are being handled and processed. For additional information please consult the corresponding Safety Data Sheets and the brochure "Hygienic precautions for handling plastics products”.
Packaging & Availability
- Regional Availability
Storage & Handling
- Storage Conditions
The components have to be stored in tightly sealed and dry original containers according to the storage conditions on the product label. Under these conditions, the shelf life will correspond to the expiry date stated on the label. After this date, the product may be processed only following reanalysis. Partly emptied containers should be closed tightly immediately after use. For information on waste disposal and hazardous products of decomposition in the event of fire, refer to the Material Safety Data Sheets (MSDS) for these particular products.
- Storage Information
The components have to be stored in tightly sealed and dry original containers according to the storage conditions on the product label. Under these conditions, the shelf life will correspond to the expiry date stated on the label. After this date, Partly emptied containers should be closed tightly immediately after use.