Enhanced TDS
Identification & Functionality
- Chemical Family
- RTU Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Product Features
- High impact strength and shear strength
- Outstanding arc and tracking resistance
- Thermal class F according IEC 60085
- Good thermal ageing resistance in conjunction with glass cloth and mica paper
Applications & Uses
- Application Area
- Composites Processing Methods
- Cure Method
- Product End Uses
- Markets
- Applications
- Product Applications
Motors and generators with medium and high power ratings
- System Preparation
- Processing details depend very much on the conductor or machine type, on customer’s defined parameters and type of insulating tapes or fibres used. Generally the VPI system is used in impregnation vessels up to 30 tons where the conductor, rotor or stator is impregnated at elevated temperatures. Goods usually are prewarmed (30 – 50 °C; also under vacuum) in order to remove moisture and to reduce viscosity during impregnation.
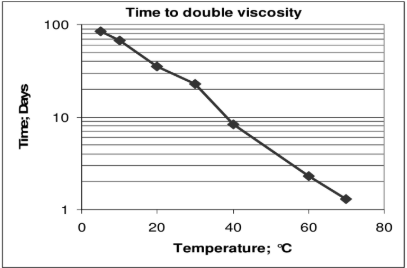
- After impregnation the VPI bath should be pumped into storage tanks and cooled down to 5 to 10°C and should be stored in dry conditions in order to obtain a long bath life. Actual bath life depends on additional parameters, e.g. impregnation temperature and duration of impregnation, impurities in the bath, wash-out of catalyst from mica tapes into the unaccelerated resin system, replenishment rate, moisture exposure etc. The viscosity of the bath should be checked periodically in order to maintain a suitable viscosity for impregnation.
- Impregnated, yet uncured parts in unconditioned atmosphere may pick up moisture. Therefore curing directly after impregnation or storage in a moisture controlled area is recommended. Generally machine parts are rotated when removed from the bath and during the first part of curing in order to avoid drip off. Replenishment of the batch depends on actual processing parameters and conditions and has to be evaluated at the customer site. On single coils and Roebel-bars the mica insulation is normally covered with a tight glass tape to prevent drainage of the impregnation resin.
Properties
- Physical Form
- Resistance To Solvents
Solvent Result Acetone no change Benzene no change Hexane no change Methanol no change Carbon disulphide no change According to VDE 0170/0171/2.61 § 7a, immersion resin mixes for explosion-proof electrical equipment, protection (Ex)e, must be tested for resistance to solvent vapours. The solvents prescribed are acetone, benzene, hexane, methanol and carbon disulphide with a purity of at least DAB 6.
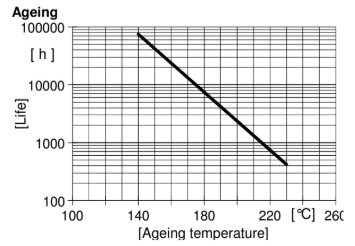
Ageing diagramm for 3% weight loss according IEC 60216
Technical Details & Test Data
- Specific Instructions
To determine whether crosslinking has been carried to completion and the final proper-ties are optimal, it is necessary to carry out relevant measurements on the actual object or to measure the glass transition temperature. Different gelling and cure cycles in the manufacturing process could lead to a different crosslinking and glass transition temperature respectively.
- Gelation / Cure Time
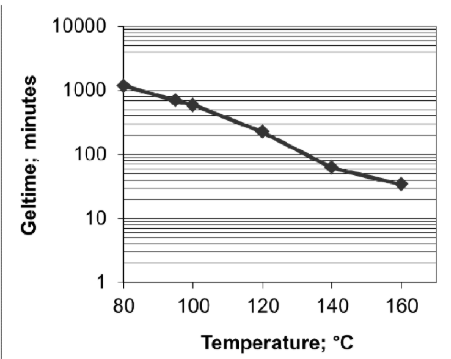
Fig.3: Geltime measured as a function of temperature
(measurements with Gelnorm Instrument /DIN 16945/ 6.3.1)Cure conditions
Property Value Minimum cure time at 120°C 14h Minimum cure time at 130°C 11h Minimum cure time at 140°C 9h Geltime after addition of accelerator
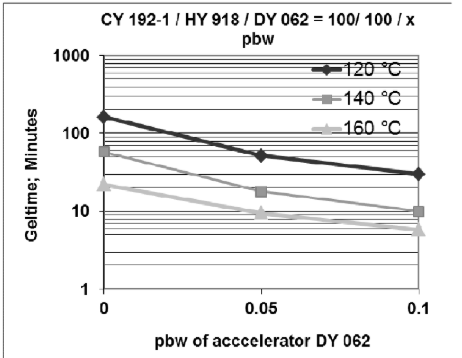
Fig.4: Addition of accelerator DY 062 for increased reactivity
(measurements with Gelnorm Instrument /DIN 16945/ 6.3.1)Note: Adding of accelerator will reduce the pot life of the system.
- Mechanical & Physical Properties
Determined on standard specimen at 23°C
Cured 14h at 140°Property
Test Method
Unit
Value
Flexural Strength
ISO 178
MPa
140-170 (max. flexural stress)
VSM 77103
MPa
145-165 (max. flexural stress)
Deflection
ISO 178
%
5-8
VSM 77103
mm
5-8
Tensile Strength
ISO 527
MPa
90-100
Elongation at Break
%
4-5
E-Modulus
MPa
3500-4000
Impact Strength
VSM 77105
kJ/m²
15-17
LapShear Strength
Ciba standard
MPa
14-17
Heat Distortion Temperature
DIN 53458
°C
75-85
Glass Transition Temperature
ISO 11357-2
°C
95-105
Coefficient of Thermal Expansion
ISO 11359-2
ppm/K
70-73
Thermal Conductivity
ISO 8894-1
W/m·K
0.15-0.20
Water Absorption
ISO 62
%
0.2-0.3 (4 days at RT)
ISO 117
%
0.4-0.5 (1 hour at 100°C)
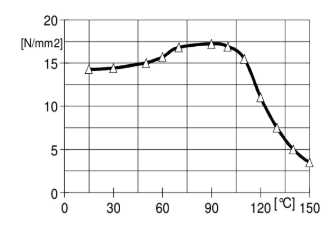
Lapshear strength as a function of temperature
- Electrical Properties
Determined on standard specimen at 23°C, Cured 10h at 140°
Property
Test Method
Unit
Value
Dielectric Strength (1 min)
IEC 60243-1 (old VDE 0360, Part 2/5.69 § 22)
kV
57-83 (after 2h/20°C, 65% r.h.)
kV
38-50 (after 96h/20°C, 92% r.h.)
kV
39-52 (at 150°C)
Volume Resistivity after Exposure to Water
IEC 600093 (old: VDE 0360, Part 2/5.69 § 24)
Ω cm
ca. 10¹⁶ (initial value)
Ω cm
ca. 10¹⁵ (after 24h)
Ω cm
ca. 10¹⁵ (after 48h)
Ω cm
ca. 10¹⁵ (after 96h)
Ω cm
ca. 10¹⁴ (after 240h)
Dielectric Loss Factor tan δ
IEC 60250, 50 Hz
%
0.4-0.5 (at 23°C)
%
0.3-0.4 (at 60°C)
%
0.5-0.6 (at 80°C)
%
ca. 3 (at 100°C)
Dielectric Constant εr
IEC 60250, 50 Hz
3.5-3.8 (at 23°C)
3.8-4.0 (at 100°C)
Tracking Resistance
IEC 60112
grade
KA 3c
CTI
>600
Arc Resistance
IEC 61621
s
180-190
Electrolytic Corrosion
IEC 60426
grade
A-1
- Process Viscosity
Fig.1: :Viscosity of the impregnation mixture as a function of temperature
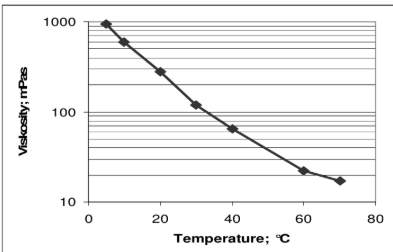
Fig.2: Time to double viscosity
Storage & Handling
- Storage Conditions
Store the components in a dry place in tightly sealed original containers. Under these conditions, the shelf life will correspond to the expiry date stated on the label. Partly emptied containers should be tightly closed immediately after use.