Enhanced TDS
Identification & Functionality
Features & Benefits
- Ready-to-Use Product Features
- Product Features
- Ideal for bonding metals and composites
- Room temperature cure
- High lap shear and compressive strength
- Maximum service temperature up to 400°F (204°C)
- Resistant to environmental degradation / aging
- Convenient 2:1 volumetric mix ratio for cartridges or meter mix dispensing
- Contains 0.005” spacer beads
- Low outgassing
- Product Features
- Ideal for bonding metals and composites
- Room temperature cure
- High lap shear and compressive strength
- Maximum service temperature up to 400°F (204°C)
- Resistant to environmental degradation / aging
- Convenient 2:1 volumetric mix ratio for cartridges or meter mix dispensing
- Contains 0.005” spacer beads
- Low outgassing
Applications & Uses
- Application Area
- Compatible Substrates & Surfaces
- Processing Information
- Substrates should be properly surface treated and be free from any contaminants.
- Mix both components thoroughly for several minutes until a homogeneous mixture is obtained. Mixing with a centrifugal mixer such as a FlackTek, Hauschild, or Thinky mixer can improve results.
- Total mixing time at 2000 rpm should be kept below 1 minute to avoid excessive heating.
- Dispensing from a 2:1 dual barrel cartridge through a static mixer is the preferred method.
- The mixed adhesive should be applied to both dry joint surfaces with a spatula.
- A layer of adhesive 0.004 to 0.012 inches (0.1 to 0.3 mm) thick will normally provide the maximum lap shear strength.
- However, this adhesive has been specifically designed to be effective in layers of up to 0.12 in. (3 mm).
- The components to be bonded should be assembled and clamped as soon as the adhesive has been applied.
- Even contact pressure throughout the joint area during cure will ensure optimum performance.
Processing Information
Parameter Value Mix ratios 100:62 Per Weight
2:1 Per VolumeMixing color indicator Resin (A): Off-White
Hardener (B): Dark Gray
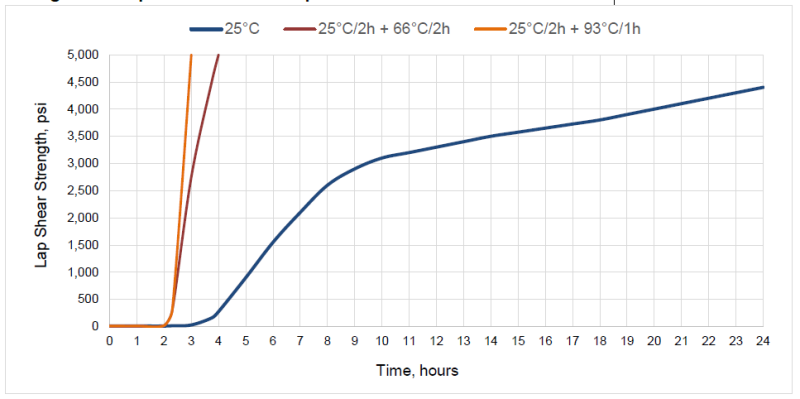
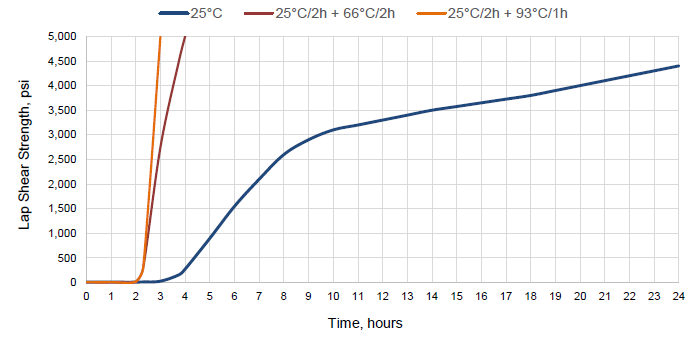
A/B Mixed: GrayViscosity at 10/s shear rate A: 650,000 cP B: 165,000 cP Mixed: 300,000 cP Sag/Slump Test [ASTM D2202] No Sag Static Mixer / Extrusion rate at 80psi 0.50in diameter, 24 element ... 38 g/min 0.44in width, 26 element ... 44 g/min Recommended Cure Schedules 5 days at 77°F (25°C) 77°F / 2-3 hours + 150°F (66°C) / 1-2 hours 77°F / 2 hours + 200°F (93°C) / 45-60 minutes 77°F / 3 hours + 250°F (121°C) / 30-45 minutes 77°F / 3 hours + 300°F (149°C) / 15-30 minutes Working time (within nozzle) 60 min within nozzle, 30 min for 100g mass Gel time at 77°F (25°C) 20g / 90 min; 50g / 75 min; 100g / 40 min Fixture time at 77°F (25°C) 3.75 hours Strength Development at Room Temperature. Anodized & Primed Aluminum
Technical Details & Test Data
- Processing Data
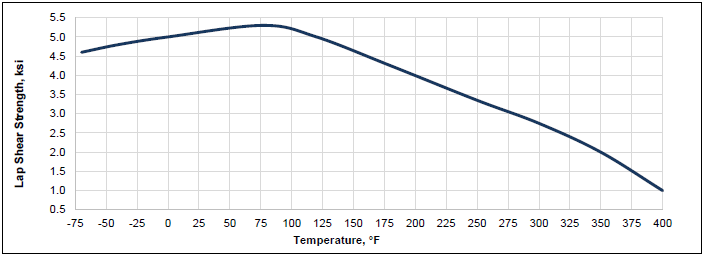
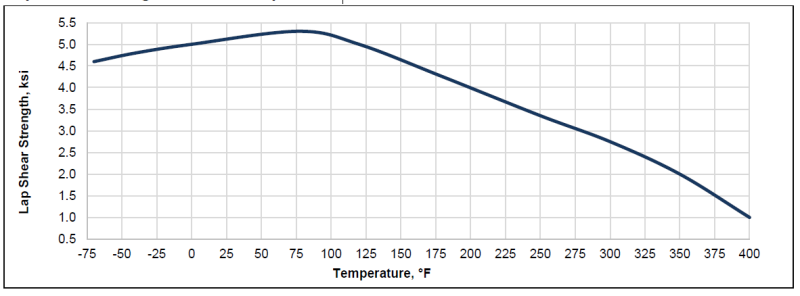
Lap Shear Strength versus Temperature
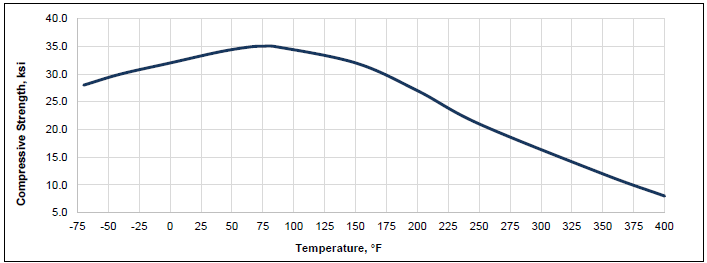
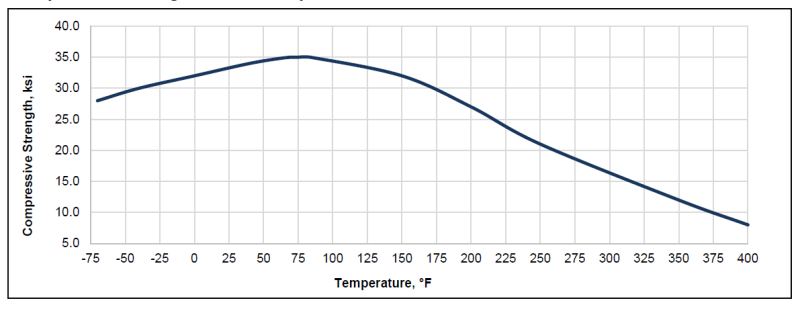
Compressive Strength versus Temperature
- Typical Cured Information
Property
Condition Test Temp Value Unit Test Method Tensile Lap Shear Strength Aluminum 2024*, Cured 150°F (66°C)/1h at -65°F (-55°C) 4,500 psi ASTM D1002 Tensile Lap Shear Strength Aluminum 2024*, Cured 150°F (66°C)/1h at 77°F (25°C) 5,500 psi ASTM D1002 Tensile Lap Shear Strength Aluminum 2024*, Cured 150°F (66°C)/1h at 180°F (82°C) 4,250 psi ASTM D1002 Tensile Lap Shear Strength Aluminum 2024*, Cured 150°F (66°C)/1h at 250°F (121°C) 3,350 psi ASTM D1002 Tensile Lap Shear Strength Aluminum 2024*, Cured 150°F (66°C)/1h at 300°F (149°C) 2,750 psi ASTM D1002 Tensile Lap Shear Strength Aluminum 2024*, Cured 150°F (66°C)/1h at 350°F (177°C) 2,000 psi ASTM D1002 Tensile Lap Shear Strength Aluminum 2024*, Cured 150°F (66°C)/1h at 400°F (204°C) 1,000 psi ASTM D1002 Tensile Lap Shear Strength Aluminum 2024*, Cured 75°F (25°C)/5h at 77°F (25°C) 900 C ASTM D1002 Tensile Lap Shear Strength Aluminum 2024*, Cured 75°F (25°C)/7h at 77°F (25°C) 2,000 C ASTM D1002 Tensile Lap Shear Strength Aluminum 2024*, Cured 75°F (25°C)/24h at 77°F (25°C) 4,000 P ASTM D1002 Tensile Lap Shear Strength G10 Epoxy-Glass Composite** at 77°F (25°C) 1,500 L ASTM D1002 Compressive Ultimate Strength Cured 150°F (66°C)/1h at -67°F (-55°C) 30,000 psi ASTM D695 Compressive Ultimate Strength Cured 150°F (66°C)/1h at 77°F (25°C) 35,000 psi ASTM D695 Compressive Ultimate Strength Cured 150°F (66°C)/1h at 250°F (121°C) 25,000 psi ASTM D695 Compressive Ultimate Strength Cured 150°F (66°C)/1h at 350°F (177°C) 12,000 psi ASTM D695 Compressive 2% Offset Yield Cured 150°F (66°C)/1h at 77°F (25°C) 14,000 psi ASTM D695 Compressive Modulus Cured 150°F (66°C)/1h at 77°F (25°C) 650,000 psi ASTM D695 Hardness (Shore D) Cured 77°F (25°C)/5 days at 77°F (25°C) 85 - ASTM D2240 T-Peel 32 mil substrates, 15 mil bond thickness at 77°F (25°C) 12 pli ASTM D3167 Glass Transition Temperature (Tg) Cured 1 hour at 200°F (93°C) at -- 120 °C DMA E' onset CTE Cured 1 hour at 200°F (93°C) Above α 127.3 μm/m/°C - CTE Cured 1 hour at 200°F (93°C) Below α 60.5 μm/m/°C - Thermal Conductivity Cured 1 hour at 200°F (93°C) at -- 0.365 W/m·K - *Aluminum 2024 T3 Clad, Anodized and Primed; ** Blasted 200 grit garnet,
Failure Mode: S: substrate; P: primer; L: delamination; C: cohesive; A: adhesive- Processing Information
- Substrates should be properly surface treated and be free from any contaminants.
- Mix both components thoroughly for several minutes until a homogeneous mixture is obtained.
- Mixing with a centrifugal mixer such as a FlackTek, Hauschild, or Thinky mixer can improve results. Total mixing time at 2000 rpm should be kept below 1 minute to avoid excessive heating.
- Dispensing from a 2:1 dual barrel cartridge through a static mixer is the preferred method.
- The mixed adhesive should be applied to both dry joint surfaces with a spatula.
- A layer of adhesive 0.004 to 0.012 inches (0.1 to 0.3 mm) thick will normally provide the maximum lap shear strength. However, this adhesive has been specifically designed to be effective in layers of up to 0.12 in. (3 mm).
- The components to be bonded should be assembled and clamped as soon as the adhesive has been applied. Even contact pressure throughout the joint area during cure will ensure optimum performance.
Property Value Unit Test Method At Condition Extrusion Rate 38 g/min Static Mixer at 80 psi (0.50 in diameter, 24 element)
Extrusion Rate 44 g/min Static Mixer at 80 psi (0.44 in width, 26 element)
Property Value Unit At Condition Cure Schedule 5 days at 77°F (25°C) Cure Schedule 2-3 hours at 77°F + 150°F (66°C) for 1-2 hours
Cure Schedule 2 hours at 77°F + 200°F (93°C) for 45-60 minutes
Cure Schedule 3 hours at 77°F + 250°F (121°C) for 30-45 minutes
Cure Schedule 3 hours at 77°F + 300°F (149°C) for 15-30 minutes
Strength Development at Room Temperature. Anodized & Primed Aluminum
- Typical Physical Properties
Unless otherwise stated, the data were determined with typical production batches using standard test methods, and the specimens cured for 5 days at 77°F (25°C). These are typical values and should not be used to establish product specifications.
Physical Properties
Property Condition Test Temp Value Tensile lap shear strength, psi (MPa) [ASTM D1002] Aluminum 2024*, Cured 150°F(66°C)/1h -65°F (-55°C) 4,500 P 77°F (25°C) 5,500 P 180°F (82°C) 4,250 P 250°F (121°C) 3,350 P 300°F (149°C) 2,750 P 350°F (177°C) 2,000 P 400°F (204°C) 1,000 P Aluminum 2024*, Cured 75°F(25°C)/5h 77°F (25°C) 900 C Tensile lap shear strength, psi (MPa) [ASTM D1002] Aluminum 2024*, Cured 75°F(25°C)/7h 77°F (25°C) 2,000 C Tensile lap shear strength, psi (MPa) [ASTM D1002] Aluminum 2024*, Cured 75°F(25°C)/24h 77°F (25°C) 4,000 C Tensile lap shear strength, psi (MPa) [ASTM D1002] G10 Epoxy-Glass Composite** 77°F (25°C) 1,500 L Compressive Ultimate Strength, psi (MPa) [ASTM D695] Cured 150°F(66°C)/1h -67°F (-55°C) 30,000 77°F (25°C) 35,000 250°F (121°C) 25,000 350°F (177°C) 12,000 Compressive 2% Offset Yield, psi (MPa) [ASTM D695] Cured 150°F(66°C)/1h 77°F (25°C) 14,000 Compressive Modulus, psi (MPa) [ASTM D695] Cured 150°F(66°C)/1h 77°F (25°C) 650,000 Hardness, Shore D [ASTM D2240] Cured 77°F(25°C)/ 5 days 77°F (25°C) 85 T-Peel, pli (N/mm) [ASTM D3167] \*32 mil substrates, 15 mil bond thickness 77°F (25°C) 12 Glass transition temperature (Tg), DMA E' onset, °C Cured 1 hour at 200°F(93°C) -- 120 CTE, µm/m/°C Cured 1 hour at 200°F(93°C) Above α 127.3 Below α 60.5 Thermal Conductivity, W/m K Cured 1 hour at 200°F(93°C) -- 0.365 *Aluminum 2024 T3 Clad, Anodized and Primed; **Blasted 200 grit garnet, Failure Mode: S: substrate; P: primer; L: delamination; C: cohesive; A: adhesive Lap Shear Strength versus Temperature
Compressive Strength versus Temperature
Safety & Health
- Safety Information
Keep out of reach of children
Packaging & Availability
- Packaging Type
- Regional Availability
Storage & Handling
- Storage Conditions
ARALDITE® 2035 A Resin and ARALDITE® 2035 B Hardener should be stored in a dry place in their original sealed containers. When stored at a temperature between 2°C and 25°C (36°F and 77°F) the shelf life is 24 months from date of manufacture. When stored at a temperature between 18°C and 40°C (64°F and 104°F), the shelf life of both components is 12 months from date of manufacture. Tightly re-seal all containers immediately after use to prevent contamination.
- Storage and Shelf Life Information
- ARALDITE® 2035 A Resin and ARALDITE® 2035 B Hardener should be stored in a dry place in their original sealed containers.
- When stored at a temperature between 2°C and 25°C (36°F and 77°F) the shelf life is 24 months from date of manufacture.
- When stored at a temperature between 18°C and 40°C (64°F and 104°F), the shelf life of both components is 12 months from date of manufacture.
- Tightly re-seal all containers immediately after use to prevent contamination.
Other
- Color
- Gray
- Application Information
Value Units Test Method / Conditions Mix Ratio 0.62 %(W) %(W) Hardener : Resin - Physical Properties
Value Units Test Method / Conditions Gel Time 40.0 m m at 25°C, 100g Viscosity 300000.0 cPs cPs at 10/s shear rate