Enhanced TDS
Identification & Functionality
- Chemical Family
- RTU Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Product Properties
- Weak thixotropy
- Suitable for up to 60°C
- Excellent moisture and humidity resistance
- Suitable for joining metal and plastic materials
Applications & Uses
- Application Area
- Compatible Substrates & Surfaces
- Applications
- The resin/hardener mix is applied with a spatula to the pretreated and dry joint surfaces.
- A layer of adhesive 0.05 to 0.10 mm thick will normally impart the greatest lap shear strength to the joint.
- The joint components should be assembled and clamped as soon as the adhesive has been applied.
- An even contact pressure throughout the joint area will ensure optimum cure.
Properties
- Physical Form
Technical Details & Test Data
- Cured Properties
Typical cured properties
- Unless otherwise stated, the figures given below were all determined by testing standard specimens made by lap- jointing 170 x 25 x 1.5 mm strips of aluminium alloy. The joint area was 12.5 x 25 mm in each case.
- The figures were determined with typical production batches using standard testing methods. They are provided solely as technical information and do not constitute a product specification.
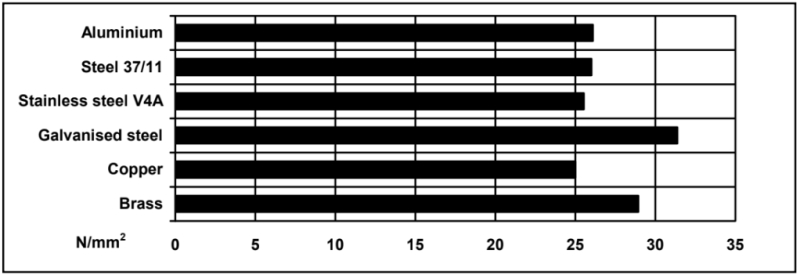
Average lap shear strengths of typical metal-to-metal joints (ISO 4587)
- Cure: 16 hours at 40°C and tested at 23°C
- Pretreatment - Sand blasting
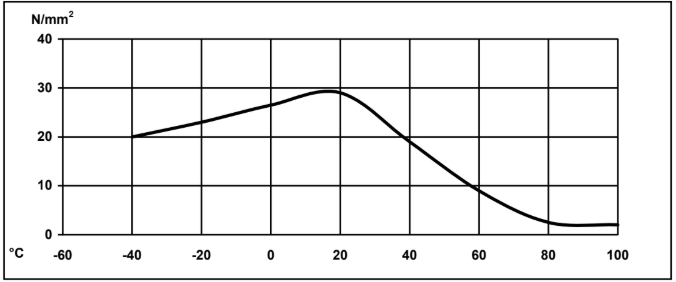
Lap shear strength versus temperature (ISO 4587) (typical average values)
- Cure: 16 hours at 40°C
Roller peel test (ISO 4578)
- Cure: 16 hours at 40°C : 4.5 N/mm
Electrolytic corrosion (DIN 53489)
- A-A/B 1,2 (4 days at 40°C/92% RH)
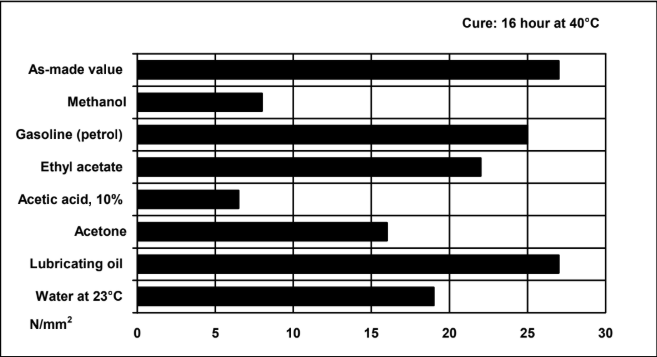
Lap shear strength versus immersion in various media (typical average values)
- Unless otherwise stated, L.S.S. was determined after immersion for 30 days at 23°C
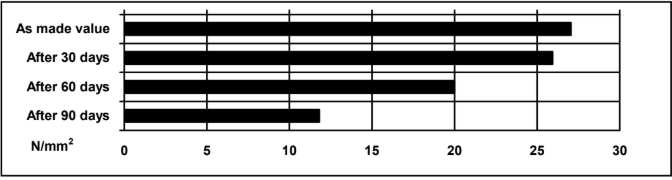
Lap shear strength versus tropical weathering
- (40/92, DIN 50015; typical average values)
- Cure: 16 hours at 40°C; test at 23°C
Shear modulus (DIN 53445)
Cure: 16 hours at 40°C
- 0°C - 1.1 GPa
- 25°C - 0.8 GPa
- 50°C - 0.6 GPa
- 75°C - 50 MPa
- 100°C - 8 MPa
Roller Peel Test (ISO 4578) (typical average values)
- Aluminium, sandblasted, hardened: 40°C for 16 hours : 4-6 N/mm
- Processing Information
Pretreatment
-
The strength and durability of a bonded joint depend on proper treatment of the surfaces to be joined.
- Use a good degreaser such as acetone or isopropanol (for plastics) to remove all residues such as oil, grease and dirt.
- At least the joint surfaces must be cleaned using a specially formulated degreaser. Never use low-grade alcohol, gasoline (petrol) or paint thinner.
- Mechanically sanding or chemically etching("pickling") the degreased surface will produce the strongest and most durable joint.
- After polishing, a second degreasing treatment is required.
Property Parts by Weight Parts by Volume ARALDITE® AW 136H 100 100 Hardener HV 997 60 80 The resin and hardener must be mixed well until a homogeneous mixture is formed.
Mechanical processing
- Specialist firms have developed metering, mixing and spreading equipment that enables the bulk processing of adhesive.
Equipment maintenance
- All tools should be cleaned with hot water and soap before adhesives residues have had time to cure.
- The removal of cured residues is a difficult and time-consuming operation.
- If solvents such as acetone are used for cleaning, operatives should take the appropriate precautions and, in addition, avoid skin and eye contact.
Typical times to minimum shear strength
Temperature (°C) 10 23 40 60 100 Cure Time to Reach >1 MPa (hours) 24 8 3 - - LSS > 1 MPa (minutes) - - - 20 < 5 Cure Time to Reach >10 MPa (hours) 72 48 12 - 1 LSS > 10 MPa (minutes) - - - - 15 LSS = Lap shear strength.
-
Storage & Handling
- Storage and Handling Precautions
Storage
- Araldite® AW 136H / HV 997 must be stored at room temperature provided the components are stored in sealed containers.
Handling Precautions
- Our products are generally quite harmless to handle provided that certain precautions normally taken when handling chemicals are observed.
- The uncured materials must not, for instance, be allowed to come into contact with food- stuffs or food utensils, and measures should be taken to prevent the uncured materials from coming in contact with the skin, since people with particularly sensitive skin may be affected.
- The wearing of impervious rubber or plastic gloves will normally be necessary; likewise the use of eye protection.
- The skin should be thoroughly cleansed at the end of each working period by washing with soap and warm water.
- The use of solvents is to be avoided. Disposable paper - not cloth towels - should be used to dry the skin.
- Adequate ventilation of the working area is recom- mended.
Other
- Appearance
- Gray paste
- Physical Properties
Value Units Test Method / Conditions Lap Shear Strength min. 16.0 MPa MPa Internal Method at 23°C Specific Gravity 1.1-1.2 -