Enhanced TDS
Identification & Functionality
- Chemical Family
- RTU Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Product Properties
- Void-free epoxy resin castings exhibit outstanding resistance to mechanical, thermal and electrical stress even under long-term loading.
- Low cure shrinkage allows the manufacture of large-volume castings and the crack-free encapsulation of metal parts and conductors.
Applications & Uses
- Compatible Substrates & Surfaces
- Composites Processing Methods
- Cure Method
- Product End Uses
- Applications
- Indoor electrical insulators for medium and high voltage applications, such as instrument transformers, switchgear components and for structural parts for equipment subject to high mechanical, thermal or chemical stress.
- Conventional gravity casting process under vacuum.
- Processing Method
Conventional gravity casting process under vacuum.
Properties
- Physical Form
- Product Data (Guideline Values)
ARALDITE CT 2200 CI
Unmodified, Bisphenol A based epoxy resinsProperty Value Unit Test Method Condition Viscosity at 120°C 440 mPa*s DIN 53015 at 120°C Viscosity increase, 120°C/24h 6 % at 120°C for 24h Melting range 35-50 °C Epoxy content 2.45-2.70 equiv/kg ISO 3001 Flash point >200 °C DIN 51758 Density at 25°C 1.15-1.25 g/cm³ ISO 1675 at 25°C Vapour pressure at 130°C 0.001 mbar Knudsen at 130°C Vapour pressure at 150°C 0.01 mbar Knudsen at 150°C Anhydride hardener
ARADUR HT 903 CIProperty Value Unit Test Method Condition Melting range 75-85 °C - - Flash point 135 °C DIN 51758 - Density at 25°C 1.48-1.53 g/cm³ ISO 1675 at 25°C Density at 130°C 1.22-1.25 g/cm³ ISO 1675 at 130°C Vapour pressure at 110°C 2 mbar Knudsen at 110°C Vapour pressure at 130°C 5 mbar Knudsen at 130°C Acid content ≤ 3 % - - ARADUR HT 903 CI contains accelerator is sensitive to moisture, absorption of which leads to the formation of acid that slightly affects the reactivity of the mix and the end properties of castings. Partly emptied containers must be resealed immediately.
Technical Details & Test Data
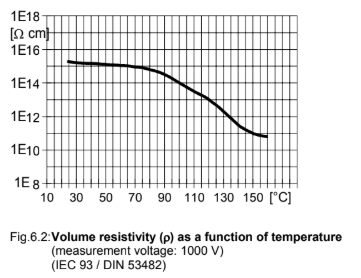
- Electrical Properties
Determined on standard test specimen at 23°C cured for 4h at 80°C + 10h at 130°C
Electric strength measured using 2mm thick specimens. Electrodes: cylindrical, diameters 25 and 75 mm, in castor oilProperty Value Unit Test Method Condition 20-sec value 23-25 kV/mm IEC 243 at 23°C/50Hz 20-sec value 23 kV/mm IEC 243 at 90°C/50Hz HV arc resistance 186-192 s ASTM D 495 - HV arc resistance L4 grade- DIN 53484 - Tracking resistance 400 V IEC 112 - Tracking resistance KA1 grade DIN 53480 - Electrolytic corrosion effect AN 1.2 grade DIN 53489 - 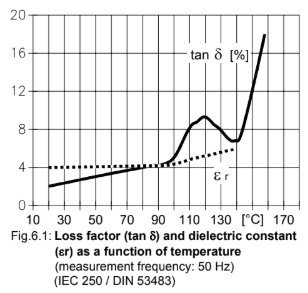
- System Preparation Information
General instructions for preparing prefilled resin systems
- Long pot life is desirable in the processing of any ARALDITE® casting resin system.
- The ARALDITE® resin melted to 120-150°C, together with the dried filler and eventually further additives, will be first premixed under vacuum in the premixer.
- Internsive wetting of the filler is extremely important. Proper mixing will result in:
- Better flow properties and reduced tendency to shrinkage
- Lower internal stresses and therefore improved mechanical properties on object
- Improved partial discharge behaviour in high voltage applications.
- The quantity of premix needed for a casting operation will be transferred to the final mixer and the appropriate quantity of the ARADUR® hardener (at room temperature) will be added.
- After reaching appr. 5 mbar of vacuum, the vacuum pump has to be turned off. Following, the mixer is turned on. After intensive mixing of appr. 15 min the casting resin system is ready.
- The temperature will decrease to appr. 100-120°C and the vacuum did regulate itself to appr. 8 mbar. Now it can be casted directly into the preheated moulds in the autoclave at 100-120°C and under a vacuum of appr. 10-15 mbar.
- The mixing time of the premix (ARALDITE® resin and filler) can vary from 2 to 6 hours, depending on mixing temperature, quantity, mixing equipment and the particular application. The required vacuum is 0.5 to 3 mbar. The vapour pressure of the individual components should be taken into account.
- In the case of electrically highly stressed parts, we recommend checking the quality consistency and predrying of the filler. The moisture content should be ≤0.2%.
Specific Instructions- The effective pot-life of the mix is about 1 hour at temperatures below 120°C. Conventional batch mixers should be cleaned once a week or at the end of work.
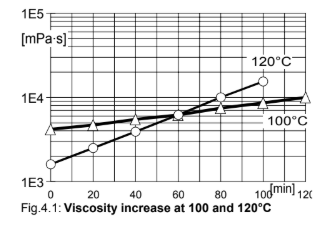
- Viscosity increase and gel time at various temperatures.
Property Method Condition Mould temperature Conventional vacuum casting at 120 - 140°C Demoulding times Conventional vacuum casting 4 - 8 hours Cure conditions Conventional vacuum casting 4 hours at 80°C + 16 hours at 130°C
or 4 hours at 80°C + 10 hours at 140°C- For castings with big volume (exothermic reaction, interal mechanical stresses) or encapsulation of heat sensitive active parts could be cured at appr. 80°C.
- To determine whether crosslinking has been carried to completion and the final properties are optimal, it is necessary toc arry out relevant measurements on the actual object or to measure the glass transition temperature.
- Different geling anc cure cycles in the manufacturing process could lead to a different crosslinking and glass transition temperature respectively.
- Conventional Casting Information
Pretreatment of resin, addition of filler Conventional casting
- ARALDITE® CT 2200 CI is heated to obtain a clear, liquid melt to which the, usually, preheated and degassed filler and the required amount of ARALDITE® colouring paste are added. This mix is degassed under constant stirring prior to adding the ARADUR® hardener.
The following guidelines apply:
Property Unfilled Filled Unit Resin melt temperature ca. 130°C ca. 150°C °C Filler preheating temperature - 130 - 150°C °C Degassing 0.5-2 0.5 - 2 mbar Mix time under vacuum 1/2 - 1 1 - 3 h Addition of cold ARADUR® hardener
ARADUR® hardener is added when the mixer is stopped. The mixing chamber is then again put under a vacuum, the vacuum line closed off, and the mixer put in motion. To ensure rapid and complete melting of the ARADUR® hardener the following requirements should be met.
- Required end temperature of total mix - 100-120°C
- Temperature of resin/filler mix - 120-140°C
- Vacuum at 100°C - ca. 1 mbar
- Vacuum at 110°C - ca. 2 mbar
- Vacuum at 120°C - ca. 5 mbar
- Vacuum at 130°C - 8 mbar
- Mix time under vacuum - 10-20 min
Addition of liquefied ARADUR® hardener
- ARADUR® hardener can be liquidfied at 100-110°C in a sealed container. (max. 20h) or mixer (0.5 - 5h) prior to being added to the ARALDITE® resin and filler mixture, the temperature of which should be reduced accordingly.
- Use of liquefied ARADUR® hardener makes it easier to control the temperature of the castingmix.
- Fillers Information
Fillers
- The addition of powdered mineral fillers such as silica flour, microdol and aluminium oxide is recommended when manufacturing castings that will be required to withstand mechanical, electrical or thermal stress.
The incorporation of mineral fillers
- Modifies major mechanical and electrical properties;
- Reduces shrinkage and exothermic temperature rise during cure;
- Imparts a low coefficient of linear expansion;
- Improves thermal conductivity;
- Reduces unit costs.
- The reduction of elongation at break resulting from the use of filler may be a drawback under certain conditions.
- The glow heat resistance and flame-retarding properties of castings can be enhanced by substituting some part of the silica flour filler with Aluminium Oxide Trihydrate. A slight impairment of mechanical and dielectric properties is acceptable.
- Depending on processing conditions and the application for wich castings are intended, filler loadings of up to 250 parts by weight may be used.
- The data given below for filled systems were determined by test specimens containing 210 parts by weight W12 grade silica flour supplied by Quarzwerke GmbH, Frechen, Germany.
- The end properties of a casting are dependent to a marked degree on the type, grade, amount and orgin of the filler incorporated, on the pretreatment it was given, and on the way it was added to the mix. For instance, silanized silica flour filler has been found to impart appreciably more durable dielectric properties to a casting exposed to tropical weathering. Filler should be predried if it is to be used in high performance castings.
- The impurity content of the filler affects the cprocesing properties of the casting resin mix. It is advisable to test the reactivity and exothermic characteristics with every new batch of filler before continuing production.
- The particle size distribution of a filler influences the flow properties of a casting mix, the gel time and the end properties of castings. Test results deviating from those quoted in this Instruction Sheet are to be expected if casting mixes are formulated using fillers other than those show.
- Coarse fillers have an undesirable tendency to settle out, ultimately promoting built-in stresses in castings.
- Processing Viscosities & Gelation-/Cure Times Graphical Information
Processing Viscosities
Fig.4.1: Viscosity increase at 100 and 120°C
Gelation-/Cure TimesFig.4.2: Geltime measured in function of temperature (DIN 16945/6.3.1)
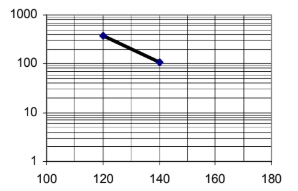
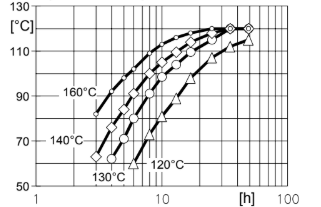
Fig.4.3: Glass transition temperature in function of the cure time (isothermic reaction, IEC 1006)
- Mechanical & Physical Properties
Determined on standard test specimen at 23°C cured for 16h at 140°C
Property Value Unit Test Method Condition Tensile strength 85 - 95 N/mm² ISO R 527 - Elongation at break 1.4 - 1.6 % ISO R 527 - E modulus from tensile test 9600-10600 N/mm² ISO R 527 - Flexural strength 130-160 N/mm² ISO 178 at 23°C Surface strain 1.7-1.9 % ISO 178 at 23°C Compressive strength 180 - 200 N/mm² ISO 604 - Impact strength 11 - 13 kJ/m² ISO 179 - Critical stress intensity factor (KIc) 2.2-2.5 MPa·m¹/₂ CG 216-0/89 - Specific energy (GIc) 450-550 J/m² CG 216-0/89 at break Martens temperature 90-105 °C DIN 53458 - Heat distortion temperature 105-120 °C ISO 75 - Glass transition temperature (DSC) 105-110 °C IEC 1006 - Coefficient of linear thermal expansion 34-37 10⁻⁶ K⁻¹ DIN 53752 Temperature range: 20-60°C
Thermal conductivity 0.8-0.9 W/mK Similar to ISO 8894-1 - Glow heat resistance 2b - DIN 53459 - Decomposition temperature 350-360 °C VSM 77113 - Water absorption (50x50x4 mm specimen) 0.15-0.25 % by wt. ISO 62 10 days at 23°C Water absorption (50x50x4 mm specimen) 0.10-0.20 % by wt. ISO 62 60 min at 100°C Density 1.6-1.7 g/cm³ DIN 55990 Filler load: 60% by wt.
Safety & Health
- Safety Information
- Contamination of the eyes by resin, hardener or casting mix should be treated immediately by flushing with clean, running water for 10 to 15 minutes. A doctor should then be consulted.
- Material smeared or splashed on the skin should be dabbed off, and the contaminated area then washed and treated with a cleansing cream (see above). A doctor should be consulted in the event of severe irritation or burns. Contaminated clothing should be changed immediately.
- Anyone taken ill after inhaling vapours should be moved out of doors immediately. In all cases of doubt call for medical assistance.
Storage & Handling
- Storage Information
- The components have to be stored under dry conditions at 6-35°C, in tightly sealed original containers.
- Under these conditions, the shelf life will correspond to the expiry date stated on the label.
- After this date, the product may be processed only following reanalysis.
- Partly emptied containers should be closed tightly immediately after use.
- Storage and Handling Precautions
Safety Measure Protective Clothing Yes Gloves Essential Arm Protectors Recommended when skin contact likely
Goggles/Safety Glasses Yes Skin Protection Before Starting Work Apply barrier cream to exposed skin
After Washing Apply barrier or nourishing cream
Cleansing of Contaminated Skin Dab off with absorbent paper, wash with warm water and alkali-free soap, then dry with disposable towels. Do not use solvents
Disposal of Spillage Soak up with sawdust or cotton waste and deposit in plastic-lined bin
Ventilation of Workshop Renew air 3 to 5 times an hour
Ventilation of Workplaces Exhaust fans. Operatives should avoid inhaling vapours
Other
- Application Information
Value Units Test Method / Conditions Mix Ratio 2.1 %(W) %(W) Filler : Resin Mix Ratio 0.4 %(W) %(W) Hardener : Resin