Enhanced TDS
Identification & Functionality
- RTU Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Product Features
- Metal colored paste
- Suitable for vertical applications
- Good environmental and chemical resistance
- Bonds a wide variety of materials
- Product Features
- Metal coloured paste
- Suitable for vertical applications
- Good environmental and chemical resistance
- Bonds a wide variety of materials
Applications & Uses
- Application Area
- Compatible Substrates & Surfaces
- Product End Uses
- Markets
- Applications
- Processing Information
Pretreatment
- The strength and durability of a bonded joint are dependent on proper treatment of the surfaces to be bonded.
- At the very least, joint surfaces should be cleaned with a good degreasing agent such as acetone or other proprietary degreasing agents in order to remove all traces of oil, grease and dirt. Low grade alcohol, gasoline (petrol) or paint thinners should never be used.
- The strongest and most durable joints are obtained by either mechanically abrading or chemically etching (“pickling”) the degreased surfaces. Abrading should be followed by a second degreasing treatment.
- Application of Adhesive
- The resin/hardener mix may be applied manually or robotically to the pretreated and dry joint surfaces.
- Huntsman's technical support group can assist the user in the selection of an suitable application method as well as suggest a variety of reputable companies that manufacture and service adhesive dispensing equipment.
- A layer of adhesive 0.05 to 0.10 mm thick will normally impart the greatest lap shear strength to the joint.
- Huntsman stresses that proper adhesive joint design is also critical for a durable bond. The joint components should be assembled and secured in a fixed position as soon as the adhesive has been applied.
Properties
- Physical Form
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Typical Times to Minimum Shear Strength
Temperature (°C) 10 15 23 40 60 100 Cure time to reach Lap Shear Strength > 1 MPa (hours) 15 12 5 - - - Cure time to reach Lap Shear Strength > 1 MPa (minutes) - - - 80 25 5 Cure time to reach Lap Shear Strength > 10 MPa (hours) 30 16 10 - - - Cure time to reach Lap Shear Strength > 10 MPa (minutes) - - - 150 40 8 - Processing Information
Unless otherwise stated, the figures given below were all determined by testing standard specimens made by lap-bonding 5” x 1”x 0.003” strips of primed aluminum panel. The joint area was 1” x 0.5” in each case. The figures were determined with typical production batches using standard testing methods. They are provided solely as technical information and do not constitute a production specification.
Average handling shear strengths of typical primed aluminum to primed aluminum bonds.
Panels degreased with IPA, cured and tested at 25°C.
Time Lap Shear Strength (psi) Test Method 5.5 hours >150 ASTM D-1002 9.5 hours >1500 ASTM D-1002 Average lap shear strengths of typical metal to metal bonds.
Panels degreased with IPA, cured 24 hours at 25°C and tested at 25°C.
Substrate Lap Shear Strength (psi) Test Method Treated steel 2410 ASTM D-1002 Stainless steel 2390 ASTM D-1002 Primed aluminum 2010 ASTM D-1002 Average lap shear strengths of typical plastic to plastic bond.
Panels lightly abraded and degreased with IPA, cured 7 days at 25°C and tested at 25°C.
Substrate Lap Shear Strength (psi) Test Method ABS 380 ASTM D-1002 PVC 400 ASTM D-1002 PC 380 ASTM D-1002 PMMA 210 ASTM D-1002 Average lap shear strength versus tropical weathering (40°C / 92% Relative Humidity)
On primed aluminum panels. Panels degreased with IPA, cured 24 hours at 25°C and tested at 25°C.
Time Lap Shear Strength (psi) Test Method Initial LSS 2010 ASTM D-1002 After 30 days 2190 ASTM D-1002 After 60 days 2590 ASTM D-1002 After 90 days 2580 ASTM D-1002 Average lap shear strength after immersion in various media.
On primed aluminum panels. Panels degreased with IPA cured 24 hours at 25°C before immersion. Test method ASTM D-1002 at 25°C.
Time 25°C (psi) Gasoline (psi) 10% Acetic Acid (psi) Xylene (psi) Initial cure (25°C, 24 hours) 2010 2010 2010 2010 After 30 days 2190 1530 180 1610 After 60 days 2340 740 <1 1640 After 90 days 2200 640 50 1710 Average lap shear strength versus heat aging (70°C).
On primed aluminum panels. Panels degreased with IPA, cured 24 hours at 25°C before aging and tested at 25°C.
Time Lap Shear Strength (psi) Test Method Initial LSS 2010 ASTM D-1002 After 30 days 2690 ASTM D-1002 After 60 days 2650 ASTM D-1002 After 90 days 2470 ASTM D-1002 Shear Modulus (ISO 6721) (typical average values)
Cure: 16 hours at 40°C
-50°C: 2700 MPa
23°C: 990 MPa
75°C: 18 MPa
150°C: 17 MPa
Glass Transition temperature DMA (typical average values)
Cure: 16 hours at 40°C: 63.3°C
Cure: 24 hours at 25°C: 66.7°C
Tensile Properties (ISO 527)
Cure 16 hours at 40°C (typical average values) – tested at 23°C
Tensile Strength: 22 MPa
Tensile Modulus: 1370 MPa
Elongation at break: 1.8%
Processing
Pre-treatment Unless otherwise stated, the figures given below were all determined by testing standard specimens made by lap-bonding 5” x 1”x 0.003” strips of primed aluminum panel. The joint area was 1” x 0.5” in each case. The figures were determined with typical production batches using standard testing methods. They are provided solely as technical information and do not constitute a production specification.Low Grade alcohol, gasoline (petrol) or paint thinners must never be used.
The strongest and most durable bonded assemblies are obtained by either mechanically abrading or chemically etching (“pickling”) the degreased surfaces. Mechanical abrading should be followed by a second degreasing treatment.
Application of adhesive
The resin/hardener mix is applied manually or robotically to the pre-treated and dry joint surfaces. Huntsman’s technical support group can assist the user in the selection of a suitable application method as well as suggest a variety of reputable companies that manufacture and service adhesive dispensing equipment.
A layer of adhesive 0.002 to 0.004-inches (0.05 to 0.10-mm) thick will normally impart the greatest lap shear strength to a joint. It should also be noted that bonded assembly design also critical in providing a durable bond. The components to be bonded together should be assembled and maintained in a fixed position as soon as the adhesive has been applied.
Equipment maintenance
All tools should be cleaned with hot soapy water before the adhesive has cured. If solvents such as acetone are used for cleaning, operators should take all the necessary precautions in order to prevent eyes or skin contact.
- Equipment Maintenance
- All tools should be cleaned with hot water and soap before adhesives residues have had time to cure.
- The removal of cured residues is a difficult and time-consuming operation.
- If solvents such as acetone are used for cleaning, operatives should take the appropriate precautions and, in addition, avoid skin and eye contact.
- Typical Cured Properties
- Unless otherwise stated, the figures given below were all determined by testing standard specimens made by lapjointing 114 x 25 x 1.6 mm strips of aluminium alloy.
- The joint area was 12.5 x 25 mm in each case.
- The figures were determined with typical production batches using standard testing methods.
- They are provided solely as technical information and do not constitute a product specification.
Average lap shear strengths of typical metal-to-metal joints (ISO 4587) (typical average values)
Cured for 16 hours at 40°C and tested at 23°C
Pretreatment - Sand blasting and degreasing with acetone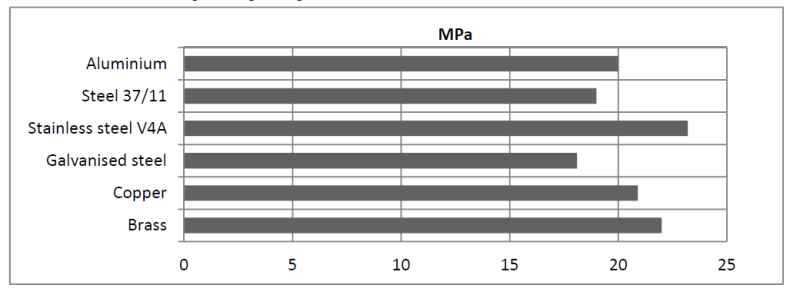
Average lap shear strengths of typical plastic-to-plastic joints (ISO 4587) (typical average values)
Cured for 16 hours at 40°C and tested at 23°C. Pretreatment - Lightly abrade and alcohol degrease.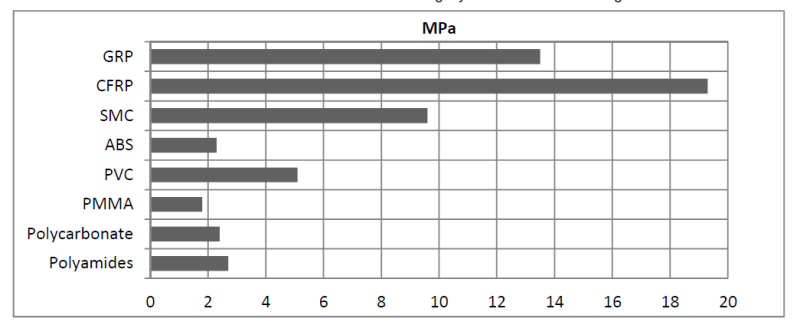
Lap shear strength versus temperature (ISO 4587) (typical average values)
Cure: 7 days / 23°C or 24 hours / 23°C + 30 minutes / 80°C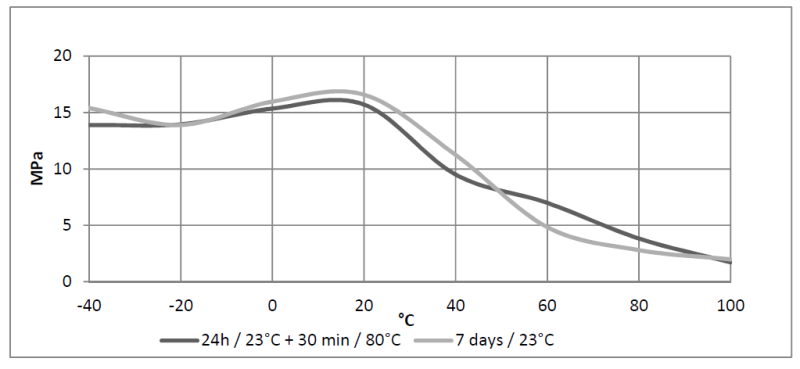
DMA (ISO 6721) (typical average values)
Cure: 16 hours / 40°CTemperature (°C) G′ (MPa) -50 2700 23 990 75 18 150 17 Glass transition temperature (typical average value)
Cure: 16 hours / 40°C, 63.3°C by DMA
Tensile Properties (ISO 527) (typical average values)
Cure: 16 hours / 40ºC - tested at 23ºC
- Tensile Strength 22 MPa
- Tensile Modulus 1370 MPa
- Elongation at break 1.8%
Lap shear strength versus immersion in various media (typical average values)
Cure: 16 hours / 40°C
Unless otherwise stated, L.S.S. was determined after immersion for 30, 60 and 90 days at 23°C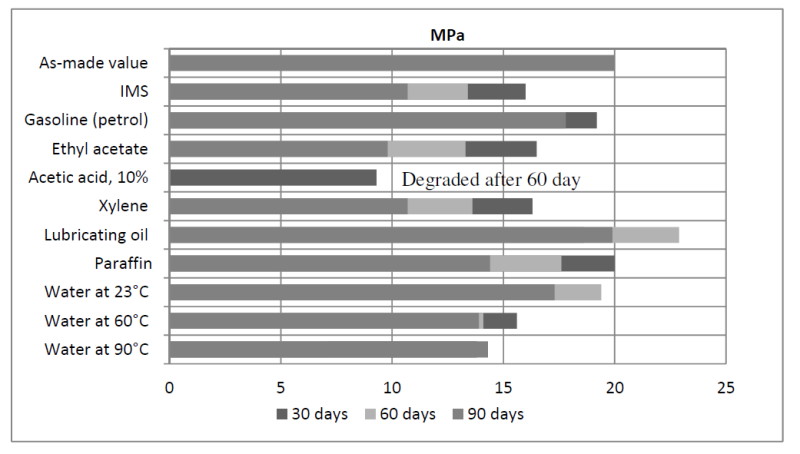
Lap shear strength versus tropical weathering (typical average values)
(40°C / 92% Relative Humidity) Cure: 16 hours / 40°C. Test at 23°C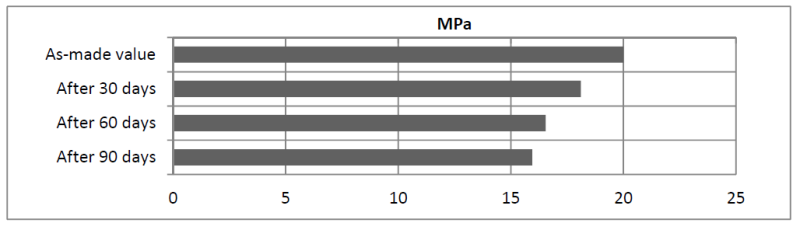
Lap shear strength versus heat ageing (typical average values)
Cure: 16 hours / 40°C. Test at 23°C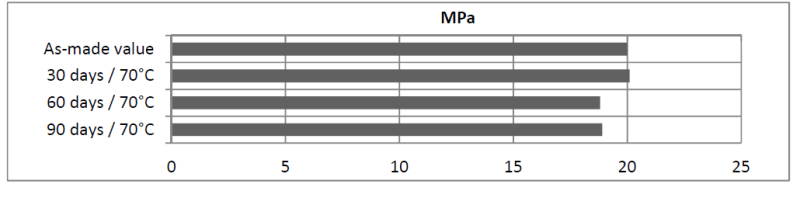
Packaging & Availability
Storage & Handling
- Storage Information
ARALDITE® 2013-1 A/B must be stored at room temperature and the components must be stored in sealed containers
- Handling Information
- It is generally quite harmless to handle provided that certain precautions normally taken when handling chemicals are observed.
- The uncured materials must not, for instance, be allowed to come into contact with foodstuffs or food utensils, and measures should be taken to prevent the uncured materials from coming in contact with the skin, since people with particularly sensitive skin may be affected.
- The wearing of impervious rubber or plastic gloves will normally be necessary; likewise the use of eye protection.
- The skin should be thoroughly cleansed at the end of each working period by washing with soap and warm water.
- The use of solvents is to be avoided. Disposable paper - not cloth towels - should be used to dry the skin. Adequate ventilation of the working area is recommended.
- Storage Conditions
When stored in its original sealed packaging at a temperature between 2°C and 40°C, ARALDITE® 2013-1 A/B has 3 years shelf life from the date of manufacture.
Other
- Appearance
- Gray paste
- Application Information
Value Units Test Method / Conditions Mix Ratio 0.6 %(W) %(W) Hardener : Resin - Physical Properties
Value Units Test Method / Conditions Specific Gravity 1.2 - ASTM D1475