Enhanced TDS
Identification & Functionality
- Chemical Family
- RTU Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Key Properties
- “No mix” adhesive – components can be applied to separate surfaces or bead-on-bead
- 2 minute work-life, 5 minute handling strength
- Ideal for ferrite bonding, copper, aluminium & zinc coated metals with light surface preparation
- Low viscosity - ideally suited to rapid production line bonding
- Good thermal stability and moisture resistance
- Very good peel performance
Applications & Uses
Technical Details & Test Data
- Cured Properties
Unless otherwise stated, the figures given below were all determined by testing standard specimens made by lap-jointing 170 x 25 x 1.5 mm strips of aluminium alloy. The joint area was 12.5 x 25 mm in each case. The figures were determined with typical production batches using standard testing methods. They are provided solely as technical information and do not constitute a product specification.
Average lap shear strengths of typical metal-to-metal joints (ISO 4587) (typical average values)
Cured for 7 days at 23oC and tested at 23°C
Pretreatment - Sand blasting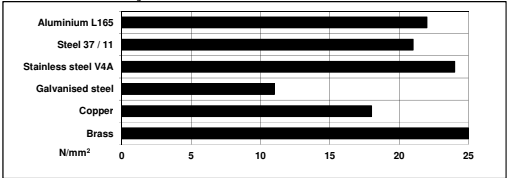
Average lap shear strengths of typical plastic-to-plastic joints (ISO 4587) (typical average values)
Cured for 7 days at 23oC and tested at 23°C
Pretreatment - Lightly abrade and isopropanol degrease.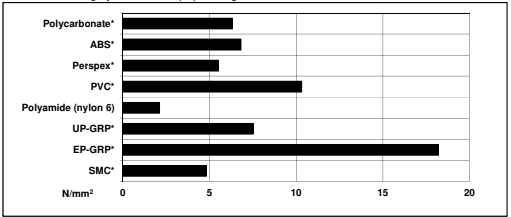
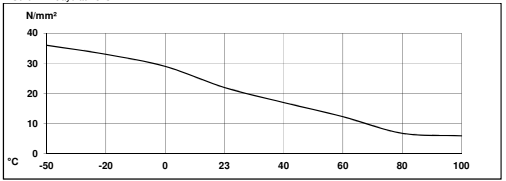
Lap shear strength versus temperature (ISO 4587) (typical average values)
Cure: = 7 days at 23°C
Roller peel test (ISO 4578) at 23°C (typical value) : 10 N/mm (cured 7 days at 23°C)
Glass transition temperature (Tg) : No clear transition – refer to LSS/temp
Tensile strength (ISO 527) (typical value) : 10 MPa (cured 24 hours at 23°C)
Tensile modulus (ISO 527) (typical value) : 150 MPa
Elongation at break : 30-35 %Lap shear strength versus immersion in various media at 23°C (typical average values)
Substrate – sandblasted aluminium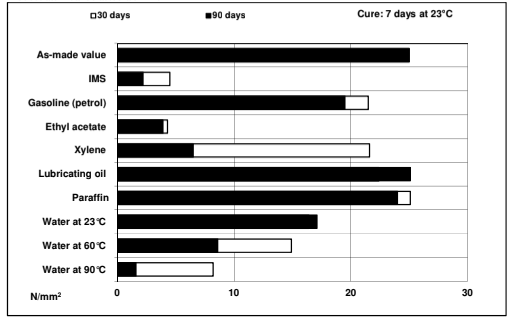
Lap shear strength versus tropical weathering (40°C/92%HR, DIN 50015; typical average values)
Cure: 7 days at 23°C - Substrate – sandblasted aluminium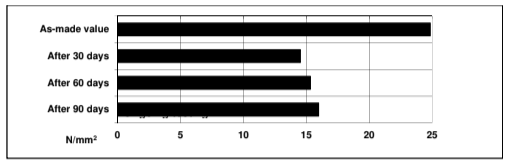
- Processing
Pretreatment
The strength and durability of a bonded joint are dependant on proper pretreatment of the surfaces to be bonded, however the methacrylate adhesives can be used effectively with little surface preparation. Ideally joint surfaces should be cleaned with a good degreasing agent such as acetone, isopropanol, or proprietary degreasing agent in order to remove all traces of oil, grease and dirt. Low grade alcohol, gasoline (petrol) or paint thinners should never be used. The strongest and most durable joints are obtained by either mechanically abrading or chemically etching (“pickling”) the degreased surfaces.
Application of adhesive
The two components are applied directly to the prepared and dry joint surfaces. A layer of adhesive 0.15 to 0.25 mm thick will normally impart the greatest lap shear strength to a joint, although joints of up to 0.8mm gap can be assembled. The joint components should be assembled and clamped as soon as the adhesive has been applied. An even contact pressure throughout the joint area will ensure optimum cure. Add 4 to 10 % (preferably 6 %) of hardener powder or hardener paste to component B and mix homogeneously, then apply together with the ready-to-use component A in a 1:1 ratio. Apply component A to one of the surfaces to be joined, then coat the second surface with an equal layer of (hardener containing) component B. Then join the parts and clamp under contact pressure. Since the setting of the adhesive starts only after the two surfaces have been mated, this method of separate processing allows bonding operations practically independent of the pot life. Caution: Never mix hardener into Component A! As an alternative to the separate processing method (A/B procedure), the two components A and B (without hardener) can be mixed in a 1:1 ratio in advance. In this case, a "normal" reaction adhesive is created, which will cure only after adding 2 - 5 % Hardener powder or paste immediately before the actual bonding process.
Mechanical processing
Specialist firms have developed metering, mixing and spreading equipment that enables the bulk processing of adhesive. We will be pleased to advise customers on the choice of equipment for their particular needs.
Equipment maintenance
All tools should be cleaned before adhesives residues have had time to cure. The removal of cured residues is a difficult and time-consuming operation. If solvents such as acetone are used for cleaning, operatives should take the appropriate precautions and, in addition, avoid skin and eye contact.
- Curing Speed Information
Typical times to minimum shear strength
Temperature °C 10 15 23 40 Cure time to reach hours - - - - LSS > 1N/mm² minutes 5 4 3 2 Cure time to reach hours - - - - LSS > 10N/mm² minutes 8 7 5 3 LSS = Lap shear strength.
Safety & Health
- Handling Precautions
Caution
Our products are generally quite harmless to handle provided that certain precautions normally taken when handling chemicals are observed. The uncured materials must not, for instance, be allowed to come into contact with foodstuffs or food utensils, and measures should be taken to prevent the uncured materials from coming in contact with the skin, since people with particularly sensitive skin may be affected. The wearing of impervious rubber or plastic gloves will normally be necessary; likewise the use of eye protection. The skin should be thoroughly cleansed at the end of each working period by washing with soap and warm water. The use of solvents is to be avoided. Disposable paper - not cloth towels - should be used to dry the skin. Adequate ventilation of the working area is recommended. These precautions are described in greater detail in the Material Safety Data sheets for the individual products and should be referred to for fuller information.
Storage & Handling
- Storage Conditions
Araldite F365 A and Agomet F305 B must be stored at 2-8°C in sealed containers. Hardener ® ® powder msut be stored at 2-18°C. When stored at 23°C the life is a maximum of 6 months. The expiry date, following the above mentioned recommended storage conditions is indicated on the packaging. After mixing hardener powder with component B, the shelf life of this component is reduced to 2 - 3 weeks